When you're ready to order aluminum extrusions from a supplier, understanding the basics can save you time, money, and headaches. But what exactly are aluminum extrusions, and why does your supplier choice matter so much?
Aluminum extrusion is a manufacturing process that creates parts with specific cross-sectional profiles. Imagine pushing heated aluminum alloy through a shaped opening, much like squeezing toothpaste through a tube. The result? Precisely shaped profiles that can be solid, hollow, or semi-hollow, ranging from simple to incredibly complex designs. These extruded aluminum components typically emerge as 8-24 foot long profiles, ready for further processing to meet your exact specifications.
From architectural structures to automotive components and precision-engineered products, aluminum extrusions form the backbone of countless applications. Their versatility lies in the ability to create custom cross-sectional shapes that would be difficult or impossible to achieve through other manufacturing methods.
Whether you call it aluminum or aluminium depends on your location, but the material's benefits remain universal. The extrusion process allows manufacturers to produce lightweight yet strong components with excellent corrosion resistance. After extrusion, profiles can undergo heat treatment, surface finishing, and fabrication operations to achieve the exact properties and dimensions your project demands.
Here's where many buyers stumble: focusing solely on unit price while overlooking total value. Your supplier choice directly impacts product quality, manufacturing timelines, and overall project success.
Choosing the right supplier for your business is crucial; it will affect your product design, manufacturing process, product quality, and cost. No matter what kind of product you create, your supplier plays a vital role in ensuring its consistency.
The wrong supplier can introduce delays, quality inconsistencies, and unexpected costs that quickly erase any initial savings. Meanwhile, the right partner brings technical expertise, reliable lead times, and problem-solving capabilities that streamline your entire production process.
Whether you're debating alum vs aluminium terminology or evaluating supplier capabilities, this guide walks you through nine essential points for making informed ordering decisions. You'll learn how to prepare specifications, compare options, and ultimately partner with a supplier who meets your exact requirements.
Before contacting any supplier, you need to answer one critical question: which alloy fits your project? This decision shapes everything from structural performance to surface aesthetics and final cost. The 6000 series alloys dominate the aluminium extrusion market, accounting for roughly 75% of all applications. Understanding the differences between common alloys helps you communicate precise requirements and avoid costly material substitutions.
Think of 6063 and 6061 as close relatives with distinct personalities. Both contain magnesium for strength and silicon to lower melting temperature, yet their performance characteristics differ significantly in real-world applications.
6063 Alloy - Often called "architectural aluminum" - excels in applications where appearance matters. Its superior extrudability produces smoother surfaces, making it ideal for anodized aluminum finishes in custom colors. When you need aluminum tubing for furniture frames, window systems, or decorative trim, 6063 delivers excellent surface quality with good corrosion resistance. According to Metal Supermarkets, 6063 provides superior corrosion resistance and weather endurance, perfect for exterior applications exposed to the elements.
6061 Alloy - The structural workhorse - contains up to twice the iron percentage and typically more copper and chromium than 6063. This a6061 material delivers higher mechanical properties with a Brinell hardness of 95 compared to 6063's 73. Choose 6061 when your aluminum extrusion profiles must handle significant stress loads in structural frames, aerospace components, or heavy-duty equipment.
| Alloy Type | Best Applications | Strength Level | Surface Finish Quality | Typical Uses |
|---|---|---|---|---|
| 6063-T5/T6 | Architectural, decorative | Moderate (22-30 ksi yield) | Excellent - easy to anodize | Window frames, door frames, aluminum pipe, furniture, railings |
| 6061-T5/T6 | Structural, load-bearing | High (30-35 ksi yield) | Good - slightly rougher | Truck beds, aerospace, braces, heavy machinery frames |
| 6005/6005A | Transportation, structural | High (31-35 ksi yield) | Good | Rail cars, truck trailers, structural components |
| 6082 | High-stress structural | Very High (38 ksi yield) | Moderate | Bridges, cranes, aluminum plate alternatives |
Sounds complex? Here's what you actually need to know. Temper designations indicate how the extruded aluminium has been heat-treated, directly affecting its mechanical properties and cost.
The heat treatment process involves raising alloy temperature to approximately 980°F, holding it to dissolve alloying elements into solid solution, then quenching in water. What happens next determines your temper designation:
According to Engineering Express, T5 and T6 materials perform similarly in many applications because extrusions are often quenched directly from the press while still hot. The key difference? T6 provides higher yield strength and fatigue resistance when your design truly demands maximum performance.
For most architectural and moderate-stress applications, T5 temper offers the best value. Reserve T6 specifications for structural elements where engineering calculations specifically require those enhanced properties. This practical approach helps optimize your budget without compromising project integrity.
With your alloy and temper decisions clarified, you're ready to prepare the complete technical specifications suppliers need for accurate quotes.
You've selected your alloy and temper. Now comes the step that separates efficient procurement from frustrating back-and-forth exchanges: preparing complete technical requirements before contacting suppliers. When you submit a well-organized request, you'll receive accurate quotes faster and avoid delays that derail project timelines.
Think of your quote request as a conversation with your supplier. The more clearly you communicate your needs upfront, the better they can respond with pricing, lead times, and manufacturing recommendations. Missing information means follow-up questions, revised quotes, and lost time.
Suppliers need specific dimensional data to quote your aluminum extrusion parts accurately. These aren't arbitrary details - they directly influence die design, press selection, and pricing. Here's what you must define:
Profile Dimensions and Tolerances
Your cross-sectional dimensions form the foundation of every quote. According to industry standard tolerance tables, dimensional tolerances for profiles depend on both the specified dimension and the circumscribing circle diameter. For example, a dimension of 0.250-0.499 inches typically carries a standard tolerance of ±0.008 inches for metal dimensions. Precision tolerances can tighten this to ±0.005 inches when your application demands it.
When specifying dimensioning and tolerancing requirements, consider these critical measurements:
Just as a screw dimensions chart helps you specify fasteners precisely, your extrusion specifications should leave no room for interpretation. If you're designing aluminum extrusion parts to interface with other components - similar to how metal stud dimensions must match framing requirements - document these interface tolerances explicitly.
Surface Quality Requirements
Surface roughness tolerances vary by wall thickness. Standard specifications allow surface conditions (including die lines and handling marks) up to 0.0015 inches deep for sections under 0.063 inches thick, increasing to 0.008 inches for sections over 0.501 inches. Specify tighter requirements if your application demands smoother surfaces for anodizing or visible installations.
Accurate drawings eliminate guesswork. When requesting quotes for stock aluminum extrusion profiles, referencing the supplier's catalog part number may suffice. For custom profiles, you'll need comprehensive documentation.
What to Include in Your Drawing Package:
As noted by industry sources, "In order to receive an accurate quotation, we will need a representative drawing, product specifications and quantity requirements." This applies whether you're ordering simple rectangular bars or complex multi-void hollow sections.
Quantity and Timeline Considerations
Your order quantity directly affects unit pricing and lead times. Here's how volume typically influences your aluminum extrusion supply chain:
Be realistic about your delivery timeline. Rush orders cost more and may not be feasible for custom tooling. Standard lead times for custom extrusions typically run 4-8 weeks after die approval, while stock profiles may ship within days.
Your Comprehensive Buyer Preparation Checklist:
With your technical package complete, you're positioned to make informed decisions about whether stock extrusions meet your needs or if custom tooling offers better long-term value.

Now that your technical requirements are defined, you face a fundamental decision: should you order stock extrusions or invest in custom profiles? This choice affects your budget, timeline, and design flexibility in ways that ripple through your entire project. Understanding the trade-offs helps you make the right call for your specific situation.
Stock extrusions are pre-designed profiles manufactured in high volumes and kept ready for immediate shipment. Think of them as the "off-the-shelf" option - you pick from a catalog, specify your length, and your order ships within days rather than weeks.
The advantages are compelling for many applications:
The 80/20 aluminum framing system exemplifies successful stock extrusion applications. These T-slot profiles come in standardized series - including the popular 80/20 15 series and 80 20 15 series variants - designed for modular construction. Whether you're building an extruded aluminum frame for machine guarding, workstations, or display fixtures, these systems offer plug-and-play convenience.
Common series types for T-slot framing include:
When browsing 8020 aluminum extrusion catalogs, you'll find hundreds of compatible accessories - brackets, fasteners, hinges, and panels - that integrate seamlessly. This ecosystem makes stock profiles especially attractive for prototyping and projects where design flexibility within standardized parameters matters more than absolute optimization.
Sometimes "close enough" simply isn't good enough. When your design requires specific geometries, integrated features, or optimized weight, custom aluminum extrusion profiles become a smart investment despite higher upfront costs.
According to Sinoextrud, one lighting company initially used standard U-channels for LED fixtures but later required integrated heat sinks and mounting clips. Their custom extrusion solution reduced assembly parts from five to one, cutting assembly time by 40%. That's the transformative power of purpose-built design.
Custom profiles make sense when you need:
The initial investment includes die design and tooling costs, typically ranging from several hundred to several thousand dollars depending on complexity. Lead times extend to 3-5 weeks for mold development before production begins. However, once your custom die exists, reorders become as fast as stock profiles - the delay affects only your first production run.
For an aluminum extrusion frame in medical equipment, aerospace components, or EV battery housings, custom profiles often deliver better total value despite higher initial costs. By optimizing geometry for your specific loads and interfaces, you reduce material usage, eliminate secondary operations, and improve final product performance.
| Factor | Stock Extrusions | Custom Extrusions |
|---|---|---|
| Lead Time | Days to 1-2 weeks | 3-8 weeks (first order); reorders ship quickly |
| Tooling Cost | $0 - dies already exist | $500-$5,000+ depending on complexity |
| Minimum Order Quantity | Often as low as single pieces or short lengths | Typically 300-1,000+ lbs to justify tooling |
| Design Flexibility | Limited to catalog options | Unlimited - any extrudable geometry |
| Best Use Cases | Prototypes, low volumes, standardized framing systems like 80 20 aluminum | Production runs, proprietary designs, performance-critical applications |
The decision ultimately depends on your production volume, design requirements, and timeline constraints. For quick-turn prototypes and modular framing, stock profiles from established systems deliver unbeatable convenience. For production quantities where per-unit optimization matters, custom dies pay for themselves through reduced assembly labor, lower material costs, and improved product performance.
With your stock-versus-custom decision made, understanding the complete ordering process ensures your project moves from quote to delivery without unexpected delays.
You've prepared your specifications, chosen between stock and custom options, and identified potential suppliers. Now comes the question many buyers find surprisingly unclear: how do you actually place an order? The process from initial inquiry to final delivery involves distinct stages, each with specific actions that keep your project on track.
Whether you're wondering where to buy extruded aluminum for your first project or switching suppliers for better service, understanding each step helps you anticipate timelines, avoid delays, and maintain control throughout the procurement cycle.
The ordering process follows a logical sequence, though the complexity varies based on whether you're purchasing stock profiles or commissioning custom extrusions. Here's the complete journey your order takes:
Your first action is sending a Request for Quote (RFQ) to potential suppliers. Include your complete technical package: drawings, specifications, alloy requirements, quantity estimates, and target delivery dates. According to Sinoextrud, "Clear specs help avoid misunderstandings" - the more complete your initial submission, the faster you'll receive accurate pricing.
Action items: Submit dimensioned drawings (PDF and CAD files), specify alloy and temper, indicate surface finish requirements, and provide estimated annual usage for volume pricing discussions.
Suppliers typically respond within 2-5 business days with pricing, lead times, minimum order quantities, and preliminary drawings or 3D models for custom work. Compare quotes carefully - the lowest price isn't always the best value when you factor in quality, communication responsiveness, and delivery reliability.
Action items: Evaluate price per kilogram or per meter, tooling costs for custom dies, surface treatment charges, shipping estimates, and payment terms (deposits, letters of credit, net terms).
For custom aluminum extrusions for sale through any supplier, sample approval is critical before committing to production quantities. The supplier produces first-article samples from your new die, allowing you to verify dimensions, surface quality, and fit with mating components.
Action items: Inspect samples against your specifications, test assembly with interfacing parts, confirm surface finish acceptability, and provide written approval or detailed feedback for adjustments.
Once terms are agreed and samples approved, you issue a formal purchase order. This document states the agreed price, quantity, alloy specification, finish requirements, delivery terms (FOB, CIF), and payment schedule. The supplier acknowledges with their sales confirmation, creating a binding agreement.
Action items: Issue PO with complete specifications, confirm delivery address and shipping preferences, arrange deposit payment if required, and retain copies of all documentation.
Your order enters the supplier's production queue. During manufacturing, proactive buyers request progress updates - photos of extrusions, finishing stages, and packing preparation. This visibility helps you anticipate delivery and catch potential issues early.
Action items: Request production timeline, schedule progress check-ins, review in-process photos if available, and confirm any expedite needs well before the original deadline.
Before shipping, quality control verifies your order meets specifications. This includes dimensional checks against tolerances, surface finish inspection, mechanical testing if specified, and packing verification. Many buyers ordering significant volumes arrange third-party pre-shipment inspection for additional assurance.
Action items: Review inspection reports and material certificates, request photos of packed goods, arrange third-party inspection for critical or large orders, and approve shipment release.
The supplier packs your extrusions with appropriate protection - wrapping, protective films, bundling, and corner protectors - then arranges freight. For international orders, required documentation includes commercial invoice, packing list, bill of lading, and certificate of origin.
Action items: Confirm shipping method and carrier, obtain tracking information, arrange customs clearance for imports, and schedule receiving inspection upon arrival.
Lead times vary dramatically based on your order type. Understanding realistic timelines prevents frustration and helps you plan downstream operations accurately.
Stock Profile Lead Times
When you buy aluminum extrusion from stock inventory, delivery happens fast. According to Alumaster Group, standard profiles typically ship within 7 to 14 days since products are already manufactured and ready. Some suppliers maintain same-week shipping on popular items. If you're searching for extruded aluminum for sale with immediate availability, stock profiles deliver unmatched speed.
Custom Profile Lead Times
Custom orders require patience. The complete timeline breaks down as follows:
Total lead time for custom orders typically runs 6-10 weeks from order placement to delivery. First orders take longest; reorders from existing dies can ship in 3-4 weeks since tooling already exists.
Expedited Options for Urgent Projects
When deadlines won't wait, discuss fast-turnaround options with your supplier. Strategies that accelerate delivery include:
According to industry data, more than 40% of buyers prefer delivery times of just 2-3 days - expectations that work for stock items but require advance planning for custom work. Be realistic about what's achievable, and communicate urgency early so suppliers can accommodate your needs.
Communication Best Practices Throughout the Process
Smooth orders depend on clear, consistent communication. Here's what experienced buyers do differently:
When you buy extruded aluminum through a structured process, you minimize surprises and maintain project momentum. Each completed stage builds toward successful delivery - and establishes the foundation for efficient reorders when your next project begins.
With the ordering process clear, evaluating supplier capabilities becomes your next critical decision point.

You've defined your specifications and understand the ordering process. Now comes a decision that shapes every project outcome: which supplier deserves your business? Not all extruded aluminium suppliers offer equal capabilities, and the differences become painfully clear when quality issues emerge or deadlines slip.
Evaluating suppliers requires looking beyond quoted prices to assess manufacturing depth, quality systems, and service responsiveness. The right partner delivers consistent results order after order, while the wrong choice creates problems that far exceed any initial cost savings.
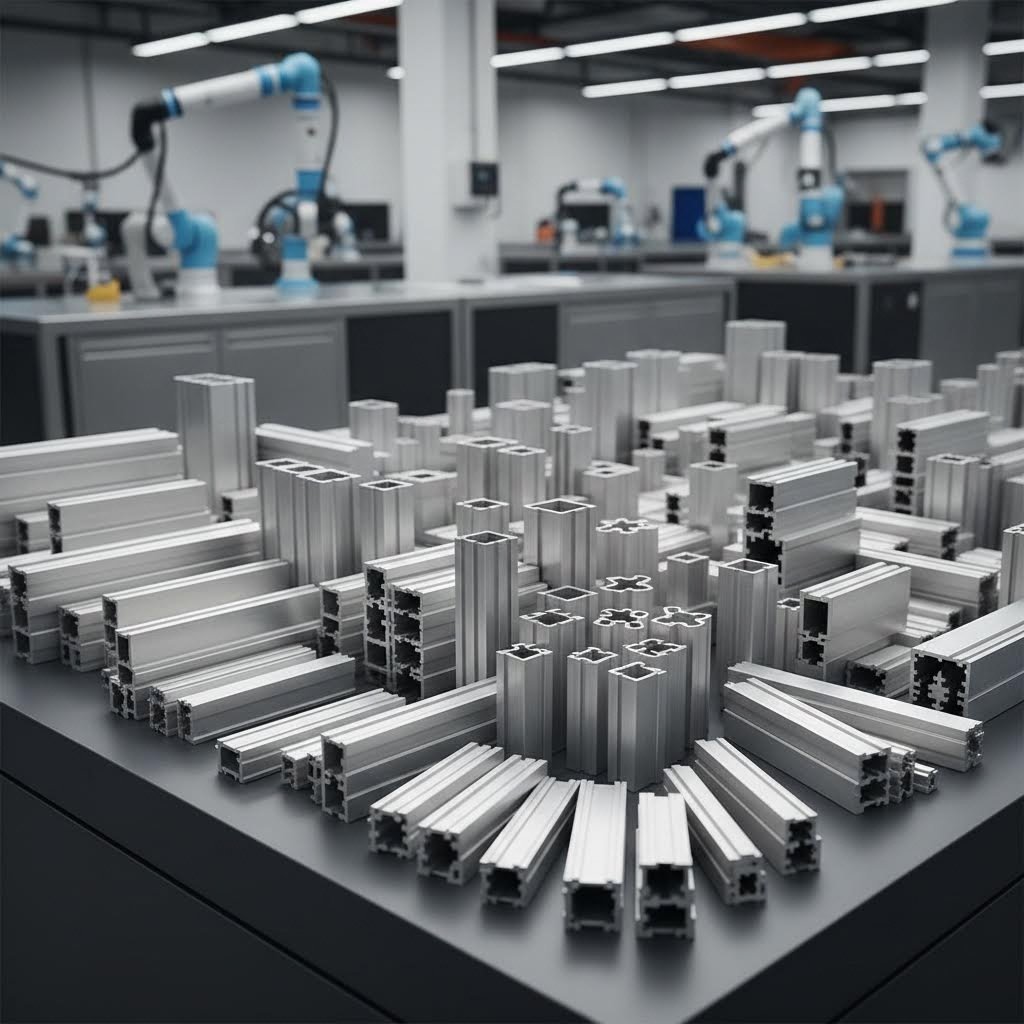
A supplier's production equipment directly determines what they can manufacture for you. Ask specific questions about their infrastructure before committing to any order.
Press Tonnage and Range
Extrusion presses are rated by tonnage - the force applied to push aluminum through the die. Larger presses handle bigger profiles and thicker walls:
According to Inquivix Technologies, you should ask about "press sizes, minimum wall thickness capabilities, and tolerance standards" when evaluating any potential supplier. A supplier with multiple press sizes offers flexibility - they can match the right equipment to your specific profile requirements.
Maximum Profile Dimensions
Every press has limits on the circumscribing circle diameter (CCD) - the smallest circle that completely encloses your profile's cross-section. Suppliers typically specify their maximum CCD, which ranges from 6 inches on smaller presses to 16+ inches on large equipment. Your aluminum frame extrusion designs must fit within these constraints.
Value-Added Services
The best suppliers function as complete manufacturing partners. Look for in-house capabilities that reduce your supply chain complexity:
When a single supplier handles extrusion, finishing, and fabrication, you eliminate coordination between multiple vendors and reduce lead times. This integration matters especially for aluminum extrusion accessories and complex assemblies requiring tight tolerances between mating parts.
Essential Supplier Evaluation Criteria:
Where your supplier operates affects far more than shipping costs. Both domestic and international sourcing present distinct advantages and challenges worth careful consideration.
Domestic Sourcing Advantages
According to Paramount Extrusions, domestic suppliers offer "faster lead times, easier communication, and better protection of intellectual property." When you source structural aluminum extrusions locally, you gain:
International Sourcing Considerations
Overseas suppliers, particularly in Asia, often quote lower unit prices. However, experienced buyers factor in total landed cost:
As Paramount Extrusions notes, international sourcing works best for "price-sensitive, high-volume orders with flexible timelines" while domestic sourcing fits "time-sensitive projects, smaller batches, or when quality control is paramount."
| Criteria | What to Look For | Red Flags to Avoid |
|---|---|---|
| Manufacturing Capacity | Multiple press sizes (600T-5500T range), documented maximum CCD, sufficient production capacity for your volumes | Single small press, unwillingness to share equipment specifications, capacity already at maximum utilization |
| Quality Systems | ISO 9001 certification, documented inspection procedures, material traceability, in-house testing equipment | No certifications, resistance to sharing quality documentation, no formal inspection process |
| Surface Treatment | In-house anodizing and powder coating lines, custom color matching capability, multiple finish options | All finishing outsourced, limited color options, long lead times for standard finishes |
| Engineering Support | Dedicated engineering staff, DFM analysis offered, willingness to optimize designs for manufacturability | No technical support available, take designs without review, unable to answer alloy or tolerance questions |
| Communication | Responsive quotes within 48 hours, proactive project updates, dedicated account management, clear escalation paths | Slow quote turnaround, unreturned calls, vague answers to specific questions, high staff turnover |
| Financial Stability | Established business history, transparent payment terms, references available, willingness to provide credit terms | Unusually large deposits required, reluctance to share business references, very short operating history |
According to Inquivix Technologies, red flags during supplier evaluation include "unusually low quotes that undercut the market," "vague or evasive answers," and "poor communication or slow responsiveness." These warning signs often indicate future problems with quality, delivery, or service.
The best approach? Request references from current customers with similar project requirements. A confident supplier readily provides contacts who can verify their capabilities and reliability. When evaluating large aluminum extrusions or complex projects, consider visiting the facility to observe operations firsthand.
Your supplier evaluation sets the stage for the next critical decision: which surface finishing options best serve your application requirements.

Surface finishing isn't just a final touch - it fundamentally shapes how your aluminum extrusion bars perform and look over their entire service life. When you order aluminum extrusions, understanding finish options helps you specify requirements correctly the first time, avoiding costly revisions and delays.
The finish you choose affects more than aesthetics. According to industry experts, the right finish acts as your first shield against corrosion, everyday wear, and weather exposure. For aluminum channel profiles in coastal environments or industrial settings, finish selection often determines whether your installation lasts years or decades.
Anodizing remains the most popular finishing choice for aluminum extrusion bar applications. This electrochemical process thickens aluminum's natural oxide layer, dramatically improving corrosion resistance while creating a consistent surface for dyes and sealants.
You'll encounter several anodizing classifications when ordering:
Anodizing thickness matters significantly. ASTM International specifies Class I anodizing (0.7 mils or thicker) for exterior architectural applications, while Class II (0.4 mils) suits interior installations. When specifying anodized finishes for aluminum u channel or other exterior profiles, always request Class I for optimal weather resistance.
One critical detail many buyers miss: sealing quality after anodizing determines long-term performance. Proper sealing locks in dyes and prevents contaminants from penetrating the oxide layer. Ask suppliers for sealing certifications or test documentation, especially for outdoor installations.
When anodizing alone won't meet your requirements, applied coatings offer additional protection and design flexibility.
Powder Coating
Powder coating applies dry powder electrostatically, then cures under heat to form a durable finish. This process delivers excellent scratch resistance in virtually unlimited colors and textures - matte, glossy, metallic, or textured. For aluminum bar extrusions in high-traffic areas, powder coating often outperforms anodizing for impact and abrasion resistance.
PVDF Coatings
Polyvinylidene fluoride (PVDF) coatings, including brands like Kynar, provide exceptional weathering resistance for architectural applications. These coatings meet stringent AAMA 2604 and 2605 specifications for colorfastness and chalk resistance over decades of UV exposure.
Wood-Grain and Decorative Films
Want the warmth of wood without maintenance headaches? Sublimation processes transfer detailed patterns onto powder-coated aluminum. The results look remarkably authentic while requiring only occasional cleaning with mild soap and water.
| Finish Type | Durability | Appearance Options | Cost Level | Best Applications |
|---|---|---|---|---|
| Clear Anodizing | Good - 10-20 year exterior life | Natural metallic silver | Low-Medium | Interior trim, machinery components, electronics enclosures |
| Colored Anodizing | Good - maintains color well | Bronze, black, gold, custom colors | Medium | Architectural facades, window frames, furniture |
| Hardcoat Anodizing | Excellent - high wear resistance | Limited - gray to dark gray | Medium-High | Sliding components, high-wear industrial parts |
| Powder Coating | Very Good - impact resistant | Unlimited colors and textures | Medium | Outdoor furniture, railings, architectural panels |
| PVDF Coating | Excellent - 30+ year warranties | Wide color range, metallic options | High | Commercial facades, curtain walls, signage |
| Wood-Grain Film | Very Good - UV stable | Oak, cherry, walnut, maple patterns | Medium-High | Residential siding, fencing, interior millwork |
How Finish Selection Affects Your Order
Your finish choice creates ripple effects throughout the ordering process:
When to Specify Finishing
Include finish requirements in your initial RFQ whenever possible. Suppliers with in-house finishing capabilities often provide better pricing and faster turnaround than those who outsource. However, if you're uncertain about final finish requirements, ordering mill-finish profiles for later post-processing offers flexibility - just ensure the alloy and surface quality support your intended finish.
With surface finishing decisions clarified, understanding how these choices integrate with overall pricing factors helps you optimize your total project budget.
You've specified your alloy, chosen your finish, and evaluated potential suppliers. Now comes the question that shapes every purchasing decision: what will this actually cost? Pricing for aluminum extrusions involves multiple interrelated factors, and understanding each component helps you negotiate effectively and avoid budget surprises.
Unlike commodity products with fixed pricing, aluminum extrusion quotes reflect a complex calculation. Material markets fluctuate, tooling investments amortize differently across order volumes, and finishing choices multiply base costs. Let's break down each factor so you can make informed decisions.
When you receive a quote for aluminum tube, aluminum flat bar, or any extruded profile, the price reflects several distinct cost components working together. Here are the primary factors that determine what you'll pay:
Consider a practical example: ordering aluminum square tubing versus a custom aluminum angle profile. The aluminum square tube comes from existing stock dies with no tooling charge, while custom aluminum angle iron requires die development. Even if the per-pound material cost is identical, the custom profile carries additional tooling amortization that significantly affects unit pricing at lower volumes.
Minimum Order Quantity Realities
MOQ requirements vary dramatically between stock and custom orders - and understanding why helps you plan smarter.
For stock aluminum bar or rectangular tube profiles, many suppliers maintain no true minimum. You might order a single 12-foot length of standard aluminum square tubing, paying a higher per-unit price but avoiding excess inventory.
Custom extrusions operate differently. Suppliers typically require 300-1,000 pounds minimum to justify setup costs. Why? Each production run requires:
These fixed costs must spread across your order quantity. A 200-pound order might cost nearly as much as 500 pounds once setup is included. Some suppliers offer lower MOQs for premium pricing, while others maintain strict minimums to ensure production efficiency.
Cost optimization doesn't mean sacrificing quality - it means making strategic decisions that eliminate waste and leverage volume advantages.
Design for Manufacturability
Profile complexity directly affects cost. Every additional feature - internal ribs, tight tolerances, thin walls, sharp corners - adds manufacturing difficulty. Work with your supplier's engineering team to simplify designs where function permits. Sometimes a slight wall thickness increase or corner radius adjustment reduces die cost and improves extrusion yield.
Consolidate Orders Strategically
If you need aluminum flat bar this month and aluminum tube next month, combining orders often triggers better pricing tiers. Many suppliers offer volume discounts starting at 500 pounds, with additional breaks at 2,000, 5,000, and 10,000 pounds. Planning quarterly purchases instead of monthly can reduce per-pound costs by 5-15%.
Consider Blanket Orders
For ongoing production needs, blanket orders lock in pricing while allowing scheduled releases. You commit to annual volume, the supplier reserves capacity and materials, and you receive shipments as needed. This approach provides price stability despite market fluctuations and often qualifies for volume discounts without requiring warehouse space for full quantities.
Evaluate Total Landed Cost
The lowest quoted price isn't always the best value. Factor in:
A supplier quoting 5% higher but delivering in half the time might actually cost less when you account for reduced inventory requirements and faster production cycles.
Standardize Where Possible
Using the same alloy and temper across multiple profiles simplifies supplier logistics and may qualify for material volume discounts. Similarly, standardizing on common finish colors (clear anodize, black, bronze) avoids custom color setup charges that add cost to small orders.
With pricing factors and optimization strategies understood, you're ready to take action and partner with a supplier who matches your specific requirements.
You've navigated alloy selection, prepared technical specifications, evaluated stock versus custom options, and understood pricing dynamics. Now it's time to transform that knowledge into action. Finding the right supplier partnership isn't just about checking boxes - it's about identifying a manufacturing partner whose capabilities align precisely with your project requirements.
Whether you're sourcing a simple aluminum extrusion kit for prototyping or commissioning complex aluminum extrusion products for production runs, the supplier you choose determines whether your project succeeds or struggles. Let's consolidate everything into actionable next steps.
Moving from research to results requires systematic action. Here's how experienced buyers transition from evaluation to execution:
Step 1: Finalize Your Technical Package
Before reaching out to any supplier, confirm your documentation is complete. Your aluminum extrude specifications should leave no room for interpretation. Missing details delay quotes and create opportunities for misunderstandings that surface during production.
Step 2: Request Quotes from Multiple Suppliers
According to industry procurement experts, your RFQ should include a sample-approval timeline, required certifications, and an itemized cost breakdown so price comparisons are apples-to-apples. Submit identical specifications to each potential supplier to enable meaningful comparison.
Step 3: Evaluate Beyond Price
The lowest quote rarely represents the best value. Assess response time, technical questions asked, willingness to provide references, and transparency about capabilities. As noted by Aluphant, strong technical communication differentiates professional suppliers from traders - capable factories provide DFM feedback, feasibility assessments, and proactive optimization suggestions.
Step 4: Verify Capabilities Match Requirements
For complex extrusion aluminum projects, confirm the supplier's equipment handles your profile specifications. Press capacity, in-house finishing, and quality systems should align with your needs. Request sample inspection reports and certifications before committing.
Step 5: Approve Samples Before Production
For custom framing extrusion or any new profile, insist on first-article approval. Test samples against your specifications and verify fit with mating components. This step prevents costly production mistakes.
The ideal supplier partnership combines manufacturing depth with service responsiveness. You want a partner who can handle your current order while scaling with your future needs.
Consider what comprehensive capability looks like in practice. A full-service extrusion frame manufacturer should offer:
For example, Shengxin Aluminium demonstrates this integrated approach with 35 extrusion presses ranging from 600T to 5500T - covering everything from delicate thin-wall profiles to heavy structural components. Their facility includes CNC machining centers for precise cutting, drilling, and bending, plus extensive anodizing capabilities with custom colors like champagne and rose gold. This end-to-end capability from die development through mass production exemplifies what buyers should seek in a manufacturing partner.
When evaluating any supplier, verify they can support your complete production cycle. The best partners provide factory-direct pricing without sacrificing quality or communication responsiveness.
Your Final Order Readiness Checklist:
Ordering aluminum extrusions successfully comes down to preparation, clear communication, and choosing partners whose capabilities match your requirements. The suppliers who invest in comprehensive manufacturing infrastructure - from die development through finishing - deliver the consistency and responsiveness that complex projects demand.
With your specifications prepared and evaluation criteria defined, you're positioned to place orders confidently and build supplier relationships that serve your projects for years to come.
6063 aluminum is called 'architectural aluminum' and excels in applications requiring excellent surface finish and anodizing quality, making it ideal for window frames and decorative trim. 6061 aluminum offers higher mechanical strength with approximately 30-35 ksi yield strength compared to 6063's 22-30 ksi, making it better suited for structural and load-bearing applications like truck beds and aerospace components.
Custom aluminum extrusion orders typically take 6-10 weeks from order placement to delivery. This includes 1-2 weeks for die design, 2-4 weeks for die manufacturing, 1-2 weeks for sample approval, 1-3 weeks for production, and 7-10 days for surface treatment. Reorders from existing dies can ship in 3-4 weeks since tooling already exists.
Stock aluminum extrusions often have no true minimum - you can order single lengths paying higher per-unit prices. Custom extrusions typically require 300-1,000 pounds minimum to justify die setup costs. Some suppliers offer lower MOQs for premium pricing, while high-volume orders over 5,000 pounds receive the best per-unit costs.
Domestic suppliers offer faster lead times (days vs weeks), easier communication, simpler quality audits, and stronger intellectual property protection. International suppliers often quote lower unit prices but require factoring in 4-6 weeks ocean freight, import duties, time zone communication delays, and potentially higher quality inspection needs. Domestic works best for time-sensitive projects while international suits high-volume orders with flexible timelines.
Common finishing options include clear and colored anodizing for corrosion resistance, hardcoat anodizing for high-wear applications, powder coating for unlimited colors and textures, PVDF coatings for 30+ year architectural durability, and wood-grain films for decorative applications. Finishing typically adds 15-40% to base extrusion cost and 7-10 days to lead time.




 Onlineservice
Onlineservice 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 Deutsch
Deutsch English
English français
français русский
русский español
español português
português العربية
العربية ไทย
ไทย Việt
Việt Українська
Українська