When you're searching for a structural profile that combines strength, symmetry, and versatility, the h shaped aluminum extrusion stands out as an engineering favorite. But what exactly makes this particular geometry so valuable across industries ranging from construction to manufacturing?
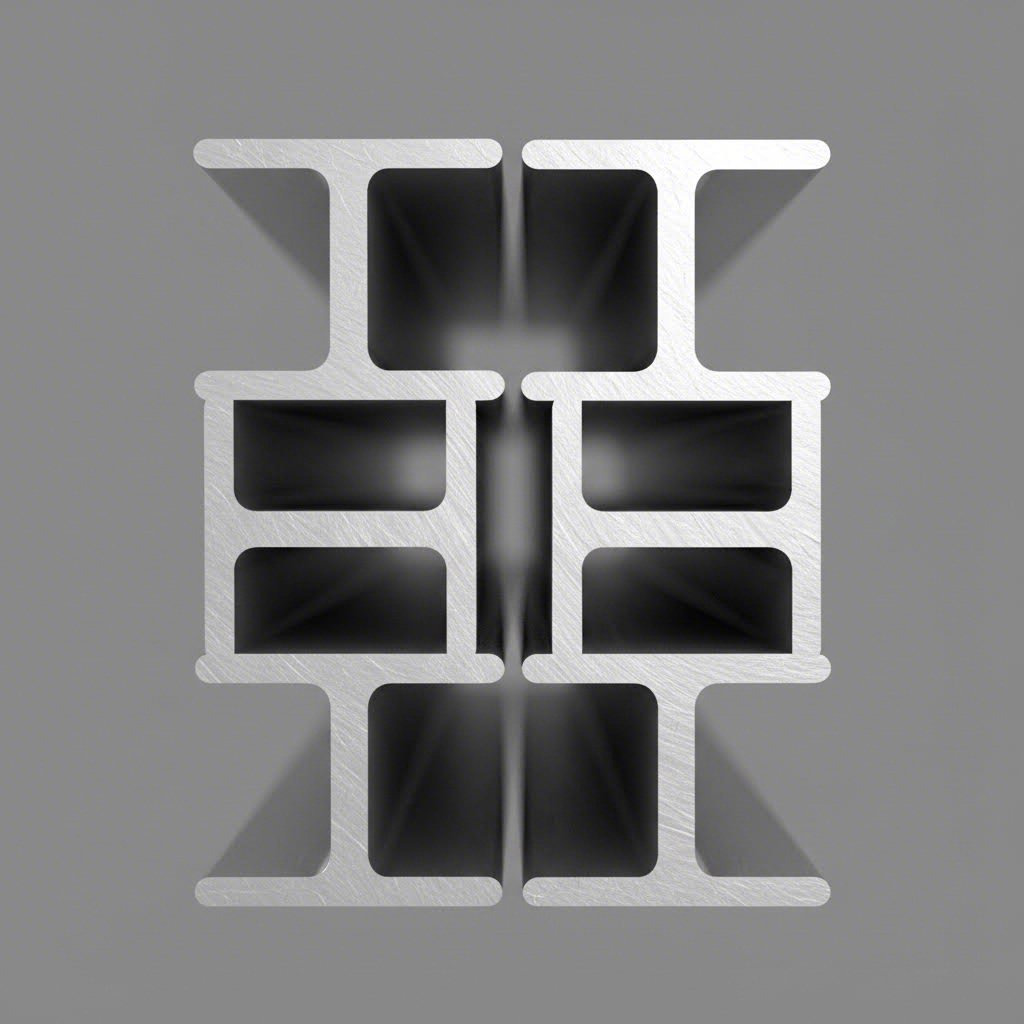
An H-shaped aluminum extrusion is a structural profile featuring two parallel flanges connected by a perpendicular web, forming a cross-section that resembles the capital letter "H." This design delivers exceptional strength-to-weight ratio, balanced load distribution, and inherent rigidity for demanding applications.
Unlike simpler channel shapes, the h channel aluminum profile offers something special: perfect symmetry. Imagine holding the letter "H" in front of you. The two vertical lines represent the flanges, while the horizontal connector is the web. This balanced configuration means the profile performs consistently regardless of which direction forces are applied.
According to Six Aluminium's technical resources, aluminum h channels are produced through an extrusion process where heated aluminum billets are forced through precision dies. The result is a seamless, uniform profile that maintains consistent mechanical properties throughout its length. These profiles can range from small sections used for framing to larger structural sections designed for heavy-duty applications.
Understanding the anatomy of h channels helps you appreciate their structural advantages:
The relationship between flange width and web thickness determines the profile's performance characteristics. Wider flanges increase moment of inertia, improving resistance to bending. A thicker web enhances shear strength and overall rigidity.
So why do engineers consistently reach for this profile? The answer lies in several compelling advantages:
First, the symmetrical design creates balanced stress distribution. When loads are applied, forces spread evenly across both flanges rather than concentrating on one side. This prevents the twisting and warping that can plague asymmetrical profiles.
Second, aluminum h channel extrusions deliver an outstanding strength-to-weight ratio. Aluminum is inherently lightweight yet remarkably strong and durable, making it ideal for applications where minimizing weight matters. Add natural corrosion resistance to the equation, and you have a profile that performs reliably even in harsh environments.
Third, the dual-channel design enables practical functionality. You can capture panels, glass, or other materials from both sides simultaneously, which proves invaluable for everything from curtain wall systems to display case construction.
Throughout this comprehensive guide, you'll discover how to select the right alloy for your specific needs, compare this profile against alternatives like I-beams and T-slots, explore real-world applications across industries, and learn what to look for when choosing a supplier. Whether you're an architect specifying materials for a facade system or a DIY enthusiast building a greenhouse, understanding these fundamentals sets the foundation for successful project outcomes.
When specifying an extruded aluminum h channel for your project, understanding exact dimensions and tolerance requirements separates successful builds from frustrating failures. Unlike generic product descriptions, you need precise data to ensure proper fit, adequate structural capacity, and compliance with engineering standards.
H channel aluminum extrusion profiles are manufactured across a broad dimensional range to accommodate everything from lightweight display frames to heavy structural applications. While custom profiles can be produced for specialized needs, standard sizes follow established patterns that make sourcing and design more predictable.
Typical aluminum h channels range from compact profiles with overall heights of 1 inch up to larger structural sections exceeding 8 inches. The relationship between key dimensions follows engineering principles that optimize strength-to-weight performance:
According to dimensional data from the Alro Steel Metals Guide, aluminum structural shapes follow Aluminum Association design standards where flanges are straight rather than tapered, and typically thicker than the web. This design philosophy results in easier joining and improved section properties compared to traditional American Standard profiles with tapered flanges.
| Profile Size (in) | Depth - h (in) | Width - w (in) | Web Thickness (in) | Approx. Weight (lbs/ft) |
|---|---|---|---|---|
| 2 x 1 | 2.00 | 1.00 | 0.130 | 0.58 |
| 3 x 1-1/2 | 3.00 | 1.50 | 0.130 | 1.14 |
| 4 x 2 | 4.00 | 2.00 | 0.150 | 1.74 |
| 6 x 2-1/2 | 6.00 | 2.50 | 0.170 | 2.83 |
| 8 x 3 | 8.00 | 3.00 | 0.190 | 4.15 |
| 10 x 3-1/2 | 10.00 | 3.50 | 0.250 | 6.14 |
| 12 x 4 | 12.00 | 4.00 | 0.290 | 8.27 |
Note: Dimensional values represent common industry standards. Actual specifications may vary by manufacturer and should be verified against specific supplier data sheets.
Sounds complex? It doesn't have to be. Tolerance specifications simply define the acceptable variation from nominal dimensions, ensuring your h channel aluminum extrusion fits properly during assembly.
Three primary standards govern aluminum extrusion tolerances:
Per the Alro Steel Metals Guide tolerance tables, standard dimensional tolerances for extruded aluminum shapes depend on the specified dimension:
| Specified Dimension (inches) | Standard Tolerance +/- (inches) | Precision Tolerance +/- (inches) |
|---|---|---|
| Up thru 0.124 | 0.006 | 0.004 |
| 0.125 - 0.499 | 0.008 | 0.005 |
| 0.500 - 0.999 | 0.010 | 0.007 |
| 1.000 - 1.999 | 0.014 | 0.009 |
| 2.000 - 3.999 | 0.024 | 0.016 |
| 4.000 - 5.999 | 0.034 | 0.022 |
| 6.000 - 7.999 | 0.044 | 0.029 |
When you're working with aluminum h channel 1/4 inch thick walls or similar precise dimensions, these tolerances become critical. A profile specified at 0.250" web thickness could actually measure anywhere from 0.242" to 0.258" under standard tolerances. For applications demanding tighter control, precision tolerances reduce this range to 0.245" to 0.255".
Calculating weight per linear foot helps you estimate shipping costs, structural dead loads, and handling requirements. The formula is straightforward once you know the cross-sectional area:
Weight (lbs/ft) = Cross-sectional Area (in²) × Aluminum Density (0.098 lbs/in³) × 12
For example, an aluminum h channels profile with a sectional area of 4.92 square inches weighs approximately 5.78 pounds per linear foot. This calculation aligns with published data from engineering references like Engineering ToolBox, which lists an 8 x 3-3/4 channel with 4.92 in² area at 5.78 lbs/ft.
How do dimensions affect structural capacity? Consider these key relationships:
The moment of inertia, which measures resistance to bending, increases significantly with profile size. According to Engineering ToolBox data, a 6 x 2-1/2 channel has a moment of inertia (Ix) of 14.4 in⁴, while a 12 x 4 channel jumps to 159.8 in⁴. This eleven-fold increase demonstrates why selecting the correct profile size directly impacts whether your structure meets deflection and stress requirements.
With these dimensional fundamentals established, you're ready to explore another critical decision that affects performance just as significantly: choosing the right aluminum alloy for your specific application.
You've determined the dimensions you need. Now comes an equally critical decision that directly impacts how your aluminum h extrusion performs over its entire service life: selecting the right alloy. This choice affects everything from structural integrity to surface appearance, and getting it wrong can mean premature failure or unnecessary expense.
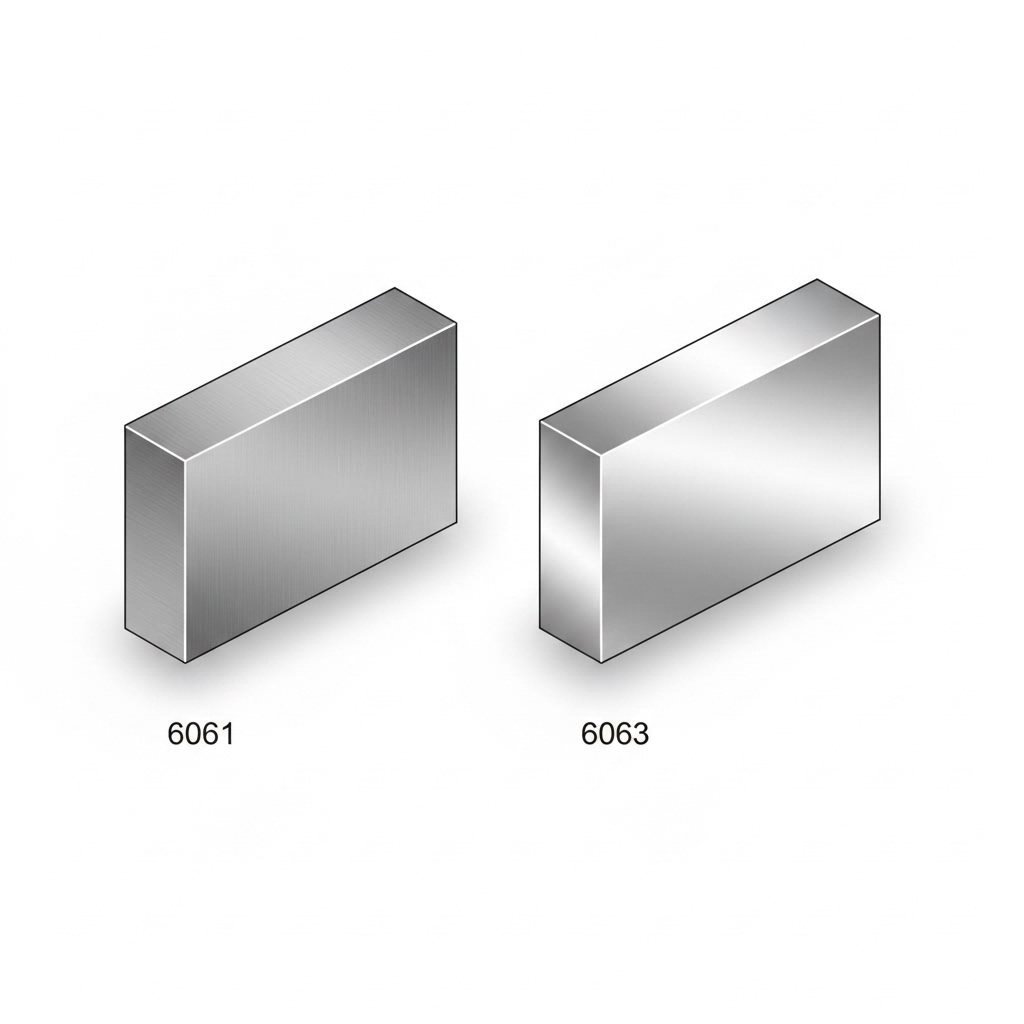
The 6000 series aluminum alloys dominate the extrusion bar market, and for good reason. These alloys combine magnesium and silicon to create materials that extrude beautifully, resist corrosion naturally, and respond well to heat treatment. Within this family, two alloys stand out as the workhorses for h shaped profiles: 6061 and 6063.
At first glance, 6061 and 6063 aluminum might seem interchangeable. Both belong to the same alloy series, share similar base compositions, and offer excellent corrosion resistance. But dig deeper, and you'll discover meaningful differences that make each alloy optimal for specific applications.
According to Industrial Metal Service's technical comparison, 6061 aluminum contains higher percentages of copper (0.15-0.4%) and chromium (0.04-0.35%) compared to 6063. These additions significantly boost strength but slightly reduce surface finish quality. Meanwhile, 6063's higher aluminum purity (up to 97.5%) delivers superior extrudability and a smoother, more uniform surface.
| Property | 6061-T4 | 6061-T6 | 6063-T4 | 6063-T6 |
|---|---|---|---|---|
| Tensile Strength (psi) | 35,000 | 45,000 | 25,000 | 35,000 |
| Yield Strength (psi) | 21,000 | 40,000 | 13,000 | 31,000 |
| Brinell Hardness | 65 | 95 | 46 | 73 |
| Shear Strength (psi) | 24,000 | 30,000 | 16,000 | 22,000 |
| Elongation at Break | 22% | 12% | 25-30% | 12% |
| Anodizing Response | Good | Good | Excellent | Excellent |
| Surface Finish Quality | Good | Good | Excellent | Excellent |
Notice something interesting? Untempered 6061-T4 roughly matches heat-treated 6063-T6 in tensile strength. And 6061-T4 actually exceeds 6063-T6's shear strength. This comparison reveals why 6061 dominates structural applications where maximum strength matters.
When evaluating extruded bar options for your project, four mechanical properties deserve your closest attention:
Beyond these fundamentals, Beska's engineering analysis highlights that 6063 offers slightly better thermal and electrical conductivity due to its higher aluminum purity. This makes 6063 the preferred choice for heat sinks, LED housings, and applications requiring thermal dissipation.
So how do you decide between these two excellent alloys? Consider your priorities:
As Howard Precision explains, 6063 is a highly extrudable alloy that lends itself to complex shapes like heat sinks with thin fins, window frames, and architectural components. However, its strength is significantly lower than 6061 and typically isn't specified for structural applications.
The industry often summarizes this choice simply: 6061 is a structural metal, while 6063 is an architectural metal. Both designations point to where each alloy truly excels.
With your alloy selection strategy clear, the next logical question becomes: how does your chosen h profile compare against other structural options like I-beams, T-slots, and C-channels?
You've selected your alloy. Now comes another decision that shapes your project's success: choosing the right profile geometry. With options ranging from I-beams to T-slots to various channel configurations, how do you know when an aluminum extruded channel with an H-shape outperforms the alternatives?
The answer lies in understanding what each profile does best. Every extruded aluminum channel shape evolved to solve specific engineering challenges. Matching your application requirements to the right geometry prevents overengineering costs while ensuring adequate structural performance.
At first glance, H-beams and I-beams look nearly identical. Both feature flanges connected by a central web. But look closer, and critical differences emerge that affect how each performs under load.
According to T&F Ironworks' engineering comparison, the fundamental distinction comes down to flange geometry. I-beams have narrow, tapered flanges that make them lighter and more economical for smaller projects. H-beams feature wider, thicker flanges that don't taper, providing a more substantial surface area for load distribution.
What does this mean in practice?
For aluminum h channel applications specifically, the symmetrical H-shape delivers balanced performance whether loads come from above, below, or either side. This makes channel extruded aluminum with H-geometry ideal for frameworks where loading directions aren't entirely predictable.
T-slot aluminum profiles have revolutionized modular construction. As item24's comprehensive guide explains, these profiles feature inclined groove flanks that create pre-tensioning when fasteners are inserted, ensuring connections remain secure even under vibration.
So when does an aluminum channel extrusion with H-geometry make more sense than versatile T-slots?
Consider T-slots when:
Choose H-profiles when:
The dual-channel design of H-profiles creates natural slots for inserting panels, gaskets, or other materials from opposite directions. This capability proves invaluable for glazing systems, display cases, and partition walls where T-slots would require additional components to achieve the same functionality.
Beyond H-beams and T-slots, other aluminum channel extrusion profiles serve distinct purposes. Understanding each option's strengths helps you specify the optimal solution without over-engineering.
According to CHA Aluminium's channel guide, the five most common aluminum channel types each address specific application requirements:
| Profile Type | Load Distribution | Panel Mounting | Assembly Flexibility | Best Applications |
|---|---|---|---|---|
| H-Channel | Symmetrical, multi-directional | Dual-sided capture | Fixed geometry, welded or bolted | Glazing systems, structural frames, panel dividers |
| I-Beam | Optimized for vertical loads | Limited, requires brackets | Traditional structural connections | Floor joists, bridge components, crane rails |
| T-Slot | Moderate, connection-dependent | Single-sided with accessories | Highly modular, infinitely adjustable | Machine frames, workstations, guards |
| C-Channel | Asymmetrical, edge-focused | Single-sided edge grip | Good for linear runs | Edge trim, cable trays, mounting rails |
| U-Channel | Moderate, enclosed loading | Internal enclosure | Fixed geometry | Wire protection, edge guards, enclosures |
Notice how H-channels occupy a unique position in this matrix. They're the only standard profile offering true dual-sided panel capture while maintaining symmetrical load distribution. This combination makes them irreplaceable for applications like:
The aesthetic advantage deserves mention too. H-profiles present clean, balanced lines from any viewing angle. C-channels and U-channels inherently look different from front versus back, which matters in architectural applications where both sides remain visible.
When evaluating extruded aluminum channel shapes for your next project, start by identifying your primary requirements. Need modular flexibility? T-slots win. Maximum vertical load capacity? I-beams excel. Dual-sided panel mounting with symmetrical aesthetics? The H-profile is your answer.
With profile geometry decisions behind you, let's explore how these versatile H-channel extrusions perform across real-world applications spanning architecture, industry, and DIY projects.

Now that you understand profile geometry and alloy options, where do these versatile h shaped aluminum extrusions actually go to work? The answer spans everything from gleaming skyscraper facades to backyard greenhouse projects. Understanding specific use cases helps you visualize how this profile solves real problems in your own applications.
Walk through any modern city center, and you're surrounded by aluminum H-profiles at work. Those floor-to-ceiling glass walls? The sleek window systems? Many rely on h channel aluminum to create seamless, weather-tight assemblies.
According to Taber Extrusions' technical resources, structural aluminum has become essential in modern construction, valued for its light weight, durability, and ability to withstand extreme temperatures ranging from -80°C to +300°C. These properties make h bars ideal for demanding architectural applications.
Consider how curtain wall systems function. These non-load-bearing facades attach to building exteriors, spanning from one floor slab to the next. The H-channel's dual-sided capture capability allows glass panels to insert from both directions, creating weathertight seals without exposed fasteners. This explains why architects consistently specify aluminum h channels for:
As Taber's research notes, aluminum window wall systems anchor at sill and head, extending from interior to exterior. The H-profile geometry accommodates this installation method perfectly since glass or panels slide into channels from either side during assembly.
Step onto a factory floor, and you'll find H-channel extrusions serving entirely different purposes. Here, the focus shifts from aesthetics to pure functionality: protecting workers, organizing equipment, and creating durable frameworks that withstand industrial demands.
A-Line Automation's analysis of industrial machine guards highlights why aluminum profiles dominate manufacturing environments. The material delivers high tensile strength while withstanding the constant vibration and pressure inherent in manufacturing operations.
Industrial applications for H-shaped extrusions include:
Why does the H-profile work so well in these environments? The symmetrical design handles unpredictable loading directions common in industrial settings. Machine guards may experience impact from any angle. Conveyor frames must resist both vertical loads and horizontal forces from moving materials. The balanced stress distribution of H-channels accommodates these multi-directional demands.
You don't need an industrial facility to benefit from these versatile profiles. Hobbyists and DIY builders increasingly discover that aluminum h channel for polycarbonate installations and similar projects delivers professional results without professional budgets.
Imagine building a greenhouse. Traditional approaches involve wood framing that rots, steel that rusts, or expensive specialty systems. An aluminum h-channel for polycarbonate panels offers an elegant alternative. The dual channels grip sheet edges from both sides, creating secure, weatherproof connections without drilling through the polycarbonate itself.
Popular DIY applications include:
The h bar construction approach appeals to DIY builders for several practical reasons. Aluminum requires no painting or sealing to prevent corrosion. Profiles cut cleanly with standard carbide-tipped saw blades. Assembly often requires only basic tools since panels slide into channels rather than requiring complex joinery.
For greenhouse builders specifically, the aluminum h channel for polycarbonate creates expansion joints that accommodate thermal movement. Polycarbonate sheets expand and contract significantly with temperature changes. The H-channel allows this movement while maintaining weathertight seals, preventing the cracking and binding that plague rigid attachment methods.
Whether you're an architect specifying curtain wall components, a manufacturing engineer designing machine guards, or a weekend builder constructing a backyard greenhouse, H-channel extrusions adapt to your specific requirements. The key lies in matching the right alloy, dimensions, and finish options to your particular environment and performance demands.
Speaking of finishes, surface treatment selection dramatically affects both appearance and long-term performance. Let's explore your options for protecting and enhancing these versatile profiles.
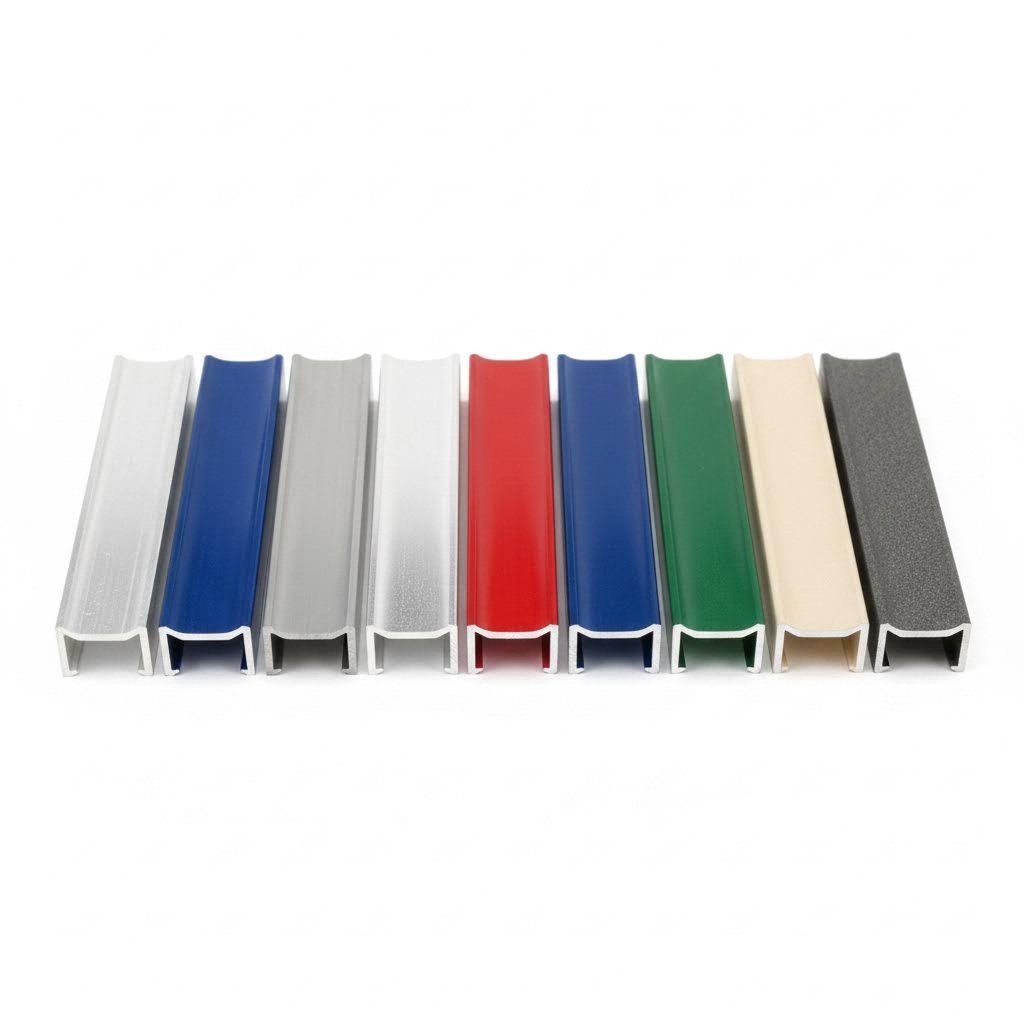
Your aluminium h channel arrives from the extruder with a natural mill finish. While this raw surface offers basic corrosion resistance, the right surface treatment transforms performance, appearance, and longevity. Whether you need a sleek black aluminum h channel for architectural applications or a hard-wearing industrial coating, understanding your options prevents costly mistakes.
Surface treatments do more than look good. They create protective barriers against environmental attack, enhance wear resistance, and enable precise color matching for design specifications. The treatment you select should align with your application's demands, whether that's decades of outdoor exposure or simply a consistent aesthetic.
Anodizing isn't a coating applied to aluminum. It's a controlled oxidation process that actually grows a protective layer from the base metal itself. According to SAF's finishing guide, this electrochemical process creates an aluminum oxide layer that cannot peel or flake because it's integral to the metal surface.
The military specification MIL-A-8625F governs anodized aluminum finishes and establishes three primary types:
Color possibilities expand dramatically with Type II anodizing. The porous structure of freshly anodized aluminum absorbs dyes before sealing, enabling colors from champagne gold to deep bronze to vibrant reds and blues. For h aluminum channel applications requiring distinctive aesthetics, this versatility proves invaluable.
When your project demands unlimited color options or specific textures, powder coating delivers. As SAF explains, powder coating is essentially paint without solvents. Pigment encapsulated in powdered resin adheres electrostatically to the aluminum, then cures in an oven to form a durable film.
For aluminium h channel applications, powder coating offers several compelling advantages:
However, powder coating isn't without limitations. The finish sits on top of the aluminum rather than integrating with it, making it more susceptible to chipping on impact. Large batch sizes often apply since grinding equipment costs make small custom orders expensive.
For exterior applications demanding decades of color retention, PVDF (polyvinylidene difluoride) coatings represent the gold standard. According to Sherwin-Williams' comprehensive PVDF guide, these 70% fluoropolymer-based coatings have proven their performance since 1965, decisively withstanding the test of time on monumental architecture worldwide.
What makes PVDF special? Carbon-fluorine bonds, among the strongest chemical bonds available, give these coatings stubborn resistance to UV degradation, chalking, and erosion. The AAMA 2605 specification requires actual ten-year Florida exposure testing, ensuring real-world performance validation.
Major PVDF resin brands include Kynar 500 by Arkema and Hylar 5000 by Solvay. Both deliver comparable weathering performance when properly formulated by coating manufacturers like PPG, Sherwin-Williams, and Akzo Nobel.
How do you match finish to application? Consider these primary factors:
For projects requiring comprehensive finishing options, manufacturers with in-house surface treatment capabilities streamline procurement and quality control. Shengxin Aluminium, for example, offers an extensive range of treatments including custom anodizing colors like Champagne and Rose Gold, standard and textured powder coatings, PVDF finishes for architectural applications, and micro-arc oxidation for enhanced durability. This end-to-end capability from extrusion through finishing eliminates coordination between multiple vendors while ensuring consistent quality.
With your surface treatment selected, the next critical step involves understanding proper installation techniques that protect your investment and ensure long-term performance.

You've selected the perfect alloy, chosen the right surface finish, and your aluminum h bar profiles have arrived. Now comes the moment of truth: turning raw materials into a finished assembly. Get the installation right, and your parts fit together clean and square. Get it wrong, and you're stuck dealing with crooked cuts, stripped threads, and joints that won't hold.
The difference between professional results and frustrating failures often comes down to technique. Let's walk through the essential practices that ensure your h channel installation guide becomes a success story rather than a cautionary tale.
Cutting aluminum extrusion isn't complicated, but it demands respect for the material. According to Tuli's cutting guide, the right approach delivers parts that fit together precisely, while sloppy technique produces crooked cuts and sharp edges that refuse to align.
Start with proper saw selection. Your options include:
Blade selection matters enormously. Aluminum requires different tooth geometry than wood or steel. Look for:
For drilling operations, pilot holes prevent wandering and ensure accurate placement. Use sharp HSS or carbide drill bits designed for aluminum. Apply cutting fluid and clear chips frequently to prevent binding.
Thread tapping requires particular attention. Aluminum's softness makes it prone to stripped threads. Use spiral-flute taps that eject chips upward, apply tapping fluid liberally, and back out frequently to clear debris. Consider thread inserts like Helicoils for critical connections that may see repeated assembly cycles.
How you connect your h profile mounting techniques determines long-term structural integrity. Three primary joining methods apply to aluminum extrusions, each with distinct advantages.
Bolts, screws, and rivets offer the most straightforward assembly approach. For aluminum h channel connections:
Match fastener size to load requirements. Undersized bolts fail under stress, while oversized hardware complicates installation without adding proportional strength.
Welding aluminum requires specialized equipment and technique. TIG (GTAW) welding produces the cleanest results for structural connections. Key considerations include:
For 6061-T6 profiles, welding reduces strength in the joint area to roughly that of annealed material. Design accordingly, or specify post-weld aging treatments when maximum strength is required.
Structural adhesives offer clean aesthetics without fastener holes or weld distortion. Modern formulations provide impressive strength when properly applied:
Surface preparation determines adhesive bond success. Abrading, degreasing, and applying primers dramatically improve long-term durability compared to bonding untreated surfaces.
Even experienced fabricators make preventable errors. Learn from these common pitfalls:
For assemblies experiencing significant temperature swings, design in expansion accommodation from the start. Use slotted holes at one end of long runs, specify flexible sealants at panel perimeters, and consider bellows or slip joints for critical connections.
These installation fundamentals apply whether you're building a backyard greenhouse or a commercial curtain wall. Master them, and your aluminum extrusion assembly projects deliver professional results every time. But even perfect technique can't compensate for poor-quality materials, which brings us to the final critical decision: selecting the right supplier partner.
You've mastered alloy selection, understood profile geometry, and learned proper installation techniques. Now comes the decision that ties everything together: choosing an aluminum extrusion supplier who can actually deliver what you need, when you need it, at the quality level your project demands.
Here's the reality. The best design specifications mean nothing if your supplier can't execute them. A custom h channel manufacturer with the wrong capabilities wastes your time with endless back-and-forth, delivers profiles that don't meet tolerances, or misses deadlines that throw your entire project schedule into chaos.
So how do you separate capable partners from risky vendors? Let's break down the evaluation criteria that matter most.
According to Inquivix Technologies' supplier selection guide, your supplier's production capacity must align with your project scope and technical demands. Start by understanding what happens behind the scenes at an h profile extrusion company.
Press tonnage determines what profiles a manufacturer can produce. Larger presses handle bigger cross-sections and more complex geometries. When evaluating capabilities, ask about:
As the Aluminum Extruders Council notes, profile economics depend heavily on matching designs to available press capabilities. A supplier with appropriate press sizes for your circumscribing circle diameter delivers better pricing and faster turnaround.
Quality certifications aren't just wall decorations. They represent verified systems that ensure consistent output. When vetting an aluminum channel wholesale source or custom manufacturer, look for:
| Certification | What It Validates | Why It Matters |
|---|---|---|
| ISO 9001 | Quality management systems | Ensures documented processes and continuous improvement |
| ISO 14001 | Environmental management | Confirms responsible manufacturing practices |
| IATF 16949 | Automotive quality standards | Demonstrates capability for demanding tolerance requirements |
| AS9100 | Aerospace quality systems | Validates highest-level quality control and traceability |
| NADCAP | Special process accreditation | Certifies surface treatment and heat treatment competence |
Beyond certifications, ask about inspection capabilities. Strong quality systems should include:
As Inquivix emphasizes, a supplier's commitment to quality control directly impacts your product's performance. Request sample inspection reports or arrange facility audits for critical projects.
Finding a custom h channel manufacturer involves more than comparing prices. The best suppliers function as technical partners who improve your designs while meeting your business requirements.
Consider these practical factors before committing:
MOQ requirements vary dramatically between suppliers. Some cater exclusively to high-volume clients, while others accommodate prototyping and short runs. According to industry guidance, communicating your volume needs upfront prevents wasted time with incompatible partners. Ask specifically:
Production speed can make or break project timelines. Evaluate realistically:
More importantly, ask how the supplier handles delays. Proactive communication and contingency planning reveal operational maturity.
The best aluminum extrusion supplier offers more than order processing. High-value partners provide:
Manufacturers offering end-to-end support from die development through mass production simplify complex projects considerably. Shengxin Aluminium's technical team exemplifies this approach, providing comprehensive support across their 35 press lines and CNC machining centers to guide projects from initial concept through finished delivery.
Watch for warning signs that suggest future problems:
As industry experts note, responsiveness and accountability during initial discussions predict behavior when real issues arise. The true test of a supplier's commitment shows in how they handle problems, not just successes.
Selecting the right partner requires balancing capability, quality, cost, and service. Take time to evaluate multiple suppliers against your specific requirements. Request quotes that itemize tooling, material, processing, and finishing costs separately. Visit facilities when possible. The effort invested upfront pays dividends throughout your project and establishes relationships that serve future needs.
H-shaped aluminum extrusions range from compact 1-inch profiles to structural sections exceeding 12 inches. Common sizes include 2x1, 4x2, 6x2.5, 8x3, and 12x4 inches. Flange widths typically measure 50-100% of overall height, while web thickness ranges from 0.125 to 0.50 inches depending on load requirements. Custom dimensions are available through manufacturers like Shengxin Aluminium, which operates 35 extrusion presses from 600T to 5500T capacity.
H-beams feature wider, non-tapered flanges that provide superior multi-directional load handling and better resistance to torsional forces. I-beams have narrower, tapered flanges optimized for unidirectional vertical loads and are typically lighter weight. H-profiles offer larger flat surfaces for easier bolting and welding connections, making them ideal for frameworks where loading directions are unpredictable.
Choose 6061 aluminum when maximum structural strength, high stress resistance, and superior machinability are priorities. Select 6063 when surface finish quality, complex geometries, excellent anodizing response, and cost efficiency matter most. 6061-T6 delivers 45,000 psi tensile strength versus 35,000 psi for 6063-T6, while 6063 provides better extrudability and smoother finishes for architectural applications.
Secure the H-channel profile using appropriate fasteners, ensuring proper support at recommended intervals. Slide polycarbonate sheets into the dual channels from opposite sides, allowing 1/8-inch clearance for thermal expansion. Use carbide-tipped blades for cutting, drill pilot holes to prevent cracking, and select stainless steel fasteners to prevent galvanic corrosion. The H-profile design creates weathertight seals without penetrating the glazing material.
Common finishes include anodizing (clear, colored, or hard-coat per MIL-A-8625F), powder coating in unlimited colors, and PVDF coatings for superior UV resistance meeting AAMA 2605 standards. Anodizing integrates with the base metal and cannot peel, while powder coating offers texture options. Manufacturers like Shengxin Aluminium provide custom anodizing colors including Champagne and Rose Gold, plus PVDF and micro-arc oxidation treatments.




 Onlineservice
Onlineservice 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 Deutsch
Deutsch English
English français
français русский
русский español
español português
português العربية
العربية ไทย
ไทย Việt
Việt Українська
Українська