What happens when standard aluminum shapes simply cannot meet your project requirements? This is where customized aluminum extrusion profiles come into play. These specialized components are manufactured by heating aluminum billets to approximately 800-925°F and forcing the softened metal through precision-engineered dies under immense pressure—sometimes reaching up to 15,000 tons. The result? Unique cross-sectional shapes that match your exact specifications.
So, what is extrusion aluminum exactly? It refers to the process of pushing heated aluminum alloy through a shaped opening in a steel die, much like squeezing toothpaste through a tube. The aluminum emerges as a continuous profile with a consistent cross-section, ready for cooling, cutting, and finishing. This manufacturing method allows for remarkable design flexibility that other metalworking processes simply cannot match.
Custom aluminum extrusion profiles exist for one fundamental reason: they solve problems that standard shapes cannot address. When off-the-shelf solutions fall short, custom extrusions deliver precise functionality tailored to your unique application requirements.
Stock extrusions are pre-designed shapes readily available from distributors. You'll commonly find angles, channels, tubes, and I-beams in standard dimensions. These work perfectly for general-purpose applications where flexibility in design takes a backseat to availability and cost.
Custom aluminum extrusions, however, are engineered specifically for your project. Imagine needing an aluminum profile that integrates a mounting channel, heat dissipation fins, and decorative facing—all in one piece. Standard stock simply cannot deliver this level of integration. With custom extruded profiles, you gain:
The shift toward custom solutions is accelerating across industries. As manufacturing demands grow more specialized, standard extrusions increasingly fall short of meeting performance, aesthetic, and efficiency requirements.
Every unique aluminum profile begins with a custom die—a thick steel disk featuring an opening that precisely matches your desired cross-section. According to industry standards, dies are typically produced from H13 steel and heat-treated to withstand the extreme pressures involved in the extrusion process.
Three primary die types serve different profile requirements:
The die represents your initial investment in custom extrusions, but it unlocks unlimited production potential. Once created, that die can produce thousands of identical profiles with dimensional accuracy that maintains quality across high-volume runs. This foundation of precision engineering is what makes customized aluminum extrusion profiles such a powerful manufacturing solution for architects, engineers, and product designers seeking components that perform exactly as intended.
Now that you understand how custom dies form the foundation of unique aluminum profiles, let's explore what actually happens inside an extrusion facility. The manufacturing process determines everything from surface quality to mechanical properties—and understanding it helps you make better decisions about your custom project.
The aluminium extrusion process follows a carefully orchestrated sequence. Each stage builds upon the previous one, and variations at any point can affect your final product. Here's how manufacturers transform raw aluminum billets into precision profiles:
When you aluminum extrude material through a die, manufacturers choose between two fundamentally different approaches. Each method offers distinct advantages depending on your profile requirements.
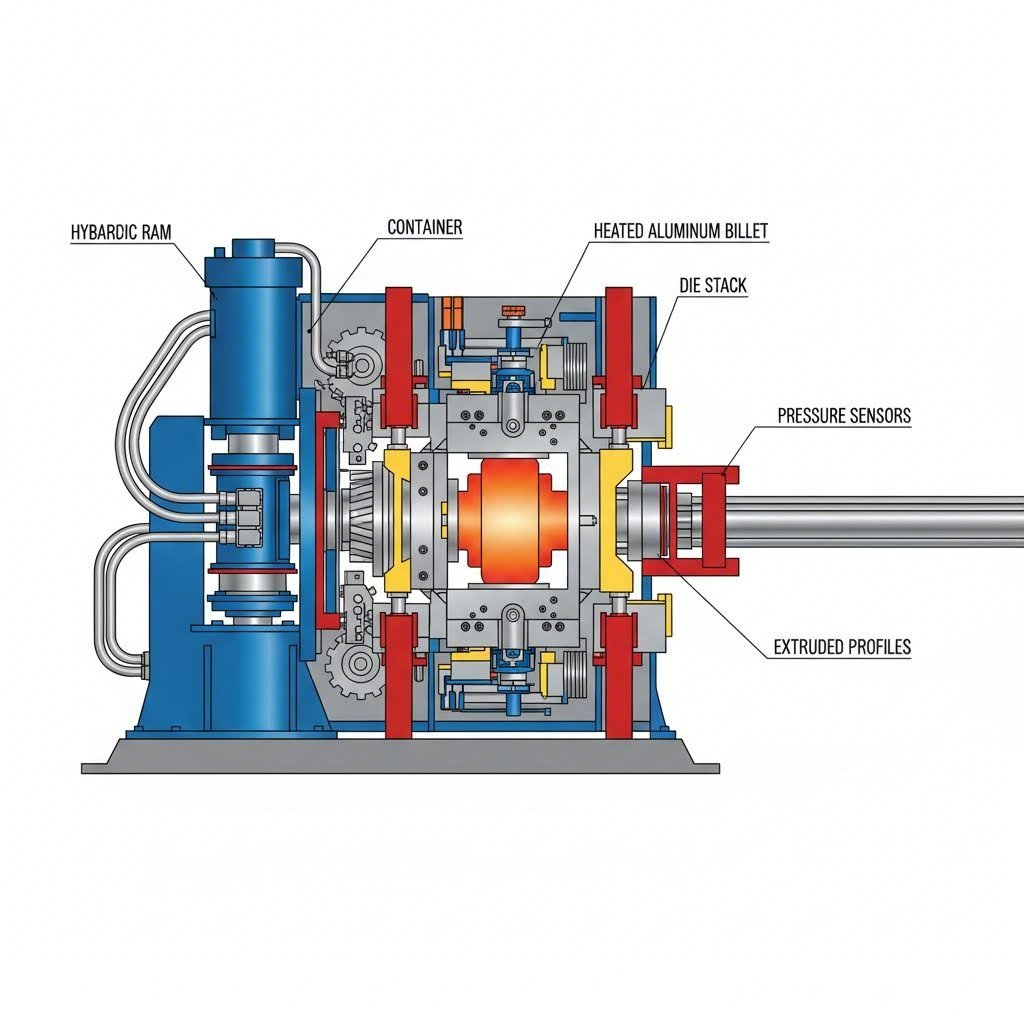
Direct extrusion, also called forward extrusion, is the most common method used today. In this process, a heated billet sits inside a stationary container while a powerful ram pushes it forward through the fixed die. The billet and ram move together in the same direction—hence the "forward" terminology.
This approach handles complex geometries exceptionally well. Because the equipment design is relatively straightforward, direct extrusion can produce intricate custom shapes that would challenge other methods. However, significant friction develops as the billet slides against the container walls, generating heat inconsistencies and requiring greater force.
Indirect extrusion (backward extrusion) flips the process around. Here, the billet remains stationary while the die assembly moves toward it on a long stem. The aluminum flows in the opposite direction from the die movement, dramatically reducing friction since the billet never rubs against container walls.
What does reduced friction mean for your custom profiles? According to industry specialists, indirect extrusion delivers more consistent dimensional accuracy, smoother surface finishes, and better mechanical integrity throughout the profile. Temperature stays more uniform from front to back, resulting in superior grain structure.
However, indirect presses have size limitations, and fewer facilities in North America offer this capability. When your application demands tight tolerances and exceptional surface quality—think aerospace components or precision mechanical assemblies—indirect extrusion provides clear advantages. For larger, more complex architectural profiles or high-volume production, direct extrusion remains the go-to choice.
Ever wonder what determines how large or complex your custom profile can be? The answer lies in press tonnage—the force capacity of the extrusion press itself.
Aluminum extrusion presses range dramatically in size, from 100 tons to over 15,000 tons. This capacity directly affects what profiles a facility can produce:
Here's something many buyers overlook: a facility with multiple press sizes offers significantly greater flexibility for diverse custom projects. Why does this matter? Your product line might require small precision components alongside larger structural elements. Working with a manufacturer that operates presses across the tonnage spectrum means consistent quality and streamlined logistics—no need to coordinate between multiple suppliers.
The aluminum extrusion tooling and press combination also determines your achievable tolerances. Higher tonnage doesn't automatically mean better—it means capability for larger profiles. The real quality factors involve die design precision, temperature control systems, and the engineering expertise behind every production run.
Understanding these manufacturing fundamentals positions you to have informed conversations with potential suppliers. But before engaging any manufacturer, you'll need to make another critical decision: which aluminum alloy best suits your custom application.
Choosing the right aluminum alloy might seem like a minor detail—until your finished profiles fail to meet performance expectations or prove impossible to finish attractively. The alloy you specify influences everything from how easily your custom shape extrudes to how it performs decades later in the field. Let's break down what you need to know to make an informed decision.
When designing aluminum profiles, you'll encounter dozens of alloy options. However, most custom extrusion projects gravitate toward the 6XXX series—specifically 6063 and 6061. These Al-Mg-Si heat-treatable alloys deliver an outstanding balance of strength, corrosion resistance, and surface treatment compatibility that suits the widest range of applications.
Why do architects consistently specify 6063 for window frames and curtain walls? And why do structural engineers reach for 6061 when designing load-bearing components? The answer lies in each alloy's unique property profile.
Aluminum 6063—often called "architectural aluminum"—earned its reputation through exceptional extrudability and surface finish quality. According to industry specialists, this alloy responds excellently to extrusion, easily forming into complex aluminum extrusion shapes with tight radii and intricate details. When you need decorative alum extrusion shapes that will undergo anodizing or powder coating, 6063 delivers smooth, attractive surfaces that accept finishes beautifully.
Aluminum 6061 sacrifices some extrudability for significantly higher tensile strength. This alloy contains additional copper, which boosts mechanical performance while making it slightly more challenging to extrude. For structural applications—machinery frames, transportation components, or any profile bearing significant loads—6061 provides the strength margin you need.
Here's a practical decision framework:
Beyond the 6063/6061 choice, understanding broader alloy families helps when your application demands specialized performance. The 7XXX series offers the highest strength among aluminum alloys—perfect for aerospace applications. Meanwhile, 5XXX series alloys provide superior seawater resistance for marine environments.
One critical consideration often overlooked: your alloy selection directly affects finishing options. As noted by extrusion design experts, you don't necessarily need a highly corrosion-resistant alloy if secondary processes like anodizing or powder coating will protect the surface. This opens flexibility—choose an alloy optimized for strength or extrudability, then address durability through finishing.
| Property | 6063 Aluminum | 6061 Aluminum | 5052 Aluminum | 7075 Aluminum |
|---|---|---|---|---|
| Tensile Strength | Fair | Great | Good | Excellent |
| Corrosion Resistance | Great | Good | Excellent | Fair |
| Extrudability | Excellent | Good | Good | Challenging |
| Surface Finish Quality | Excellent | Fair | Good | Fair |
| Weldability | Good | Great | Excellent | Poor |
| Machinability | Fair | Good | Fair | Good |
| Typical Applications | Architectural profiles, decorative trim, electrical enclosures | Structural components, machine frames, transportation | Marine equipment, pressure vessels, chemical tanks | Aerospace structures, high-stress components |
When evaluating extruded aluminum profiles for your project, remember that profile aluminum selection involves tradeoffs. The highest-strength alloys are generally harder to extrude and may command premium pricing. Conversely, easier-to-extrude alloys like 6063 cost less per pound but may require thicker walls to achieve equivalent strength—potentially adding material weight.
With your alloy selected, you're ready to tackle the next challenge: ensuring your custom profile design is actually manufacturable within industry tolerances and cost constraints.
You've selected your alloy and understand the manufacturing process—but here's where many custom extrusion projects run into trouble. The design phase is where theoretical concepts meet manufacturing reality, and overlooking critical constraints can transform a promising project into a costly headache. Let's explore the tolerances, limitations, and common pitfalls that separate successful aluminum extrusion profile designs from failed attempts.
Think of custom profile extrusion like ordering a tailored suit. The tailor needs precise measurements, but they also work within fabric limitations and construction techniques. Similarly, your aluminum extrusions profiles must balance design ambition with what the extrusion process can reliably deliver.
Every aluminum extrusion profile operates within defined tolerance bands. These aren't arbitrary numbers—they reflect the physical realities of forcing heated metal through a die opening. According to extrusion industry standards, tolerances are controlled by BS EN 755-9 in Europe, which specifies acceptable dimensional variations for extruded aluminum profiles.
What factors influence your achievable tolerances?
Here's a practical insight: tighter tolerances directly affect productivity and price. When you specify tolerances beyond standard capabilities, aluminum extrusion companies must slow production speeds, increase inspection frequency, and accept higher scrap rates. Before demanding ultra-tight specifications, ask yourself whether your application truly requires them.
Wall thickness deserves special attention. For most alloys, minimum feasible wall thickness depends on overall shape dimensions. A 0.062-inch wall works perfectly for a 3-inch-wide profile but becomes problematic for 10-inch-wide shapes. The relationship between wall thickness and profile width creates real-world constraints that influence your design options.
Another dimensional consideration often overlooked: weight-per-foot limitations. According to design specialists, keeping your profile weight between 0.100 lbs/ft and 3 lbs/ft optimizes press efficiency and production economics. Exceeding this range strains equipment and limits extrusion speeds.
Sounds complex? The good news is that most costly design errors follow predictable patterns. Learning from others' mistakes helps you avoid expensive revisions and production delays. Here are the pitfalls that profile precision extrusions experts encounter repeatedly:
One particularly costly mistake involves blend radii—or the lack thereof. As industry experts note, blend radii should ideally ease the transition from one mass area to the next. Omitting these transitions can cause witness lines along profile surfaces and create stress risers that weaken the finished component.
Die design complexity directly affects your bottom line in two ways. First, intricate dies cost more to manufacture—sometimes significantly more for complex hollow profiles with multiple internal chambers. Second, complex dies wear faster and require more frequent replacement, adding ongoing production costs that compound over high-volume runs.
Consider this approach when developing your custom extrusion: start with the simplest geometry that meets functional requirements, then add complexity only where it delivers measurable value. Many designers can simplify profiles by breaking intricate single-piece designs into two or more simpler components that join during assembly.
Before finalizing any design, 3D printed prototypes offer a cost-effective validation step. Testing your concept before committing to die production reveals interference issues, assembly challenges, and aesthetic concerns that drawings alone cannot capture. This small upfront investment frequently prevents expensive tooling revisions later.
With your design optimized for manufacturability, the next consideration becomes what happens after extrusion—the secondary processing operations that transform raw profiles into finished, ready-to-install components.

So your custom profile has been extruded, stretched, and cut to length. Now what? For most applications, raw aluminum extruded shapes represent just the starting point—not the finish line. The real transformation happens through secondary processing, where precision machining and fabrication operations convert basic extrusions into ready-to-install components.
This is where the gap between basic extrusion suppliers and full-service manufacturers becomes obvious. According to industry specialists, post-extrusion manufacturing includes everything done after extrusion is complete: sawing, deburring, punching, mitering, heli-coiling, and assembling. Choosing a provider with comprehensive secondary capabilities eliminates coordination headaches and keeps your project moving efficiently.
When you need holes drilled at precise locations, slots milled to exact dimensions, or complex geometries machined into your extruded aluminum shapes—CNC technology delivers. Computer Numerical Control machining uses pre-programmed software to direct cutting tools with remarkable accuracy, removing material to create features that extrusion alone cannot produce.
What types of operations transform your aluminium extrusion parts into finished components?
Modern CNC machining centers can handle extruded aluminum trim and structural profiles alike—from pieces as short as a quarter inch to lengths exceeding 30 feet. Multi-axis machines with 4+1 controllable axes enable continuous machining across a 0-180 degree range, processing multiple sides of complex parts in single setups.
Imagine receiving components that bolt directly into your assembly—no additional machining, no fitment issues, no delays. That's the value proposition of integrated secondary processing. Here's the typical sequence your extrusion products follow:
How does secondary processing affect your project timeline and budget? The answer depends heavily on complexity. Simple operations like sawing and drilling add minimal time—often just days. Complex multi-operation sequences with tight tolerances may extend lead times by weeks. However, consolidating these operations with your extrusion supplier typically reduces overall project duration compared to shipping profiles between multiple vendors.
Cost considerations follow similar logic. Each operation adds expense, but integrated processing often delivers savings through reduced handling, eliminated shipping between facilities, and streamlined quality control. When evaluating quotes, compare total delivered cost rather than line-item pricing—a slightly higher per-operation charge from a single-source provider frequently beats the hidden costs of coordinating multiple suppliers.
The extruded aluminum trim on your storefront, the precision brackets in industrial machinery, the structural rails in transportation systems—all rely on secondary processing to achieve their final form. With machining and fabrication complete, one crucial step remains: surface treatment to ensure your components perform and look their best for years to come.
Your aluminium extrusion profiles have been machined, drilled, and fabricated to perfection—but without proper surface treatment, they're vulnerable to scratches, stains, and oxidation. Think of raw "mill finish" aluminum like an unpainted car body: functional, yes, but exposed to everything the environment throws at it. The right finishing option transforms your bespoke aluminium extrusion into a durable, visually striking component ready for decades of service.
Surface treatment selection depends on three critical factors: your application environment, performance requirements, and aesthetic goals. A storefront in a coastal city faces different challenges than machinery operating in a climate-controlled factory. Let's explore the leading technologies that protect and beautify extruded aluminium profiles.
Here's something that surprises many designers: anodizing isn't a coating at all. According to surface treatment specialists, this electrochemical process submerges aluminum in an acid bath while passing electric current through it. The result? A super-hard, protective layer of aluminum oxide that's fully integrated with the metal itself—not sitting on top like paint.
This integration creates remarkable durability. The anodized layer won't peel, flake, or chip because it's literally part of the aluminum structure. For aluminium extruded profile applications requiring a premium, refined appearance, anodizing delivers a sophisticated matte finish that many architects and designers prefer.
What about color options? Anodizing accepts dyes beautifully, offering blacks, bronzes, golds, and specialty hues. However, achieving bright colors like reds or yellows proves challenging with this process. When vibrant color matching is essential, other finishing methods may serve you better.
Consider anodizing when you need:
When your aluminium extrusion trim faces harsh outdoor conditions or requires specific color matching, coating technologies offer compelling alternatives to anodizing.
Powder coating applies a dry powder electrostatically to your grounded aluminum component. The part then enters an oven where the powder melts, flows, and cures into a smooth, durable finish. This process offers exceptional versatility—virtually unlimited color options, excellent impact resistance, and outstanding coverage even on complex geometries.
Powder coating shines for bespoke aluminium profiles destined for window frames, fencing, furniture, and industrial applications where specific color requirements drive the specification. The environmental benefits also appeal to sustainability-conscious projects: powder coating produces minimal volatile organic compounds compared to liquid paint processes.
PVDF coating (Polyvinylidene Fluoride) represents the gold standard for exterior architectural applications. Architects specify this high-performance liquid paint system—often known by the trade name Kynar 500—when projects demand exceptional resilience against UV exposure, pollution, and weathering. Building facades, curtain walls, and metal roofing in harsh environments benefit from PVDF's superior color retention over decades of service.
For applications requiring aerospace-grade performance, micro-arc oxidation (MAO) delivers capabilities beyond conventional treatments. According to surface engineering experts, this advanced electrochemical process creates a hard, dense ceramic layer through controlled high-voltage plasma discharges. The result is exceptional wear resistance, corrosion protection, electrical insulation, and thermal stability that standard anodizing cannot match.
MAO forms a metallurgical bond between the ceramic layer and base metal, ensuring exceptional adhesion even under high stress. This makes it ideal for aerospace components, precision machinery, and any application where performance cannot be compromised.
| Treatment | Durability | Color Options | Cost Level | Ideal Applications |
|---|---|---|---|---|
| Anodizing | Excellent scratch/wear resistance; integrated with metal | Limited palette; difficult for bright colors | Moderate | Electronics, architectural facades, precision parts |
| Powder Coating | Good impact resistance; may chip under severe abuse | Virtually unlimited; excellent color matching | Low to Moderate | Furniture, window frames, industrial components |
| PVDF Coating | Exceptional UV/weather resistance; 30+ year performance | Wide range; superior long-term color retention | Higher | Building facades, curtain walls, harsh environments |
| Micro-Arc Oxidation | Superior hardness; ceramic-like protection | Limited; primarily functional applications | Highest | Aerospace, high-wear components, thermal applications |
The "best" treatment depends entirely on your specific requirements. Need maximum color flexibility at competitive cost? Powder coating delivers. Demanding decades of outdoor performance? PVDF justifies its premium. Seeking refined aesthetics with integrated protection? Anodizing remains the proven choice. And when standard solutions fall short of aerospace-grade demands, micro-arc oxidation provides that extra performance margin.
With your surface treatment strategy defined, you're ready to explore how different industries leverage these finished custom profiles to solve real-world application challenges.

You've learned about alloys, manufacturing processes, and surface treatments—but where do all these customized aluminum extrusion profiles actually end up? The answer spans virtually every industry you can imagine. From the sleek curtain walls defining modern skylines to the precision conveyor systems powering automated factories, custom aluminum extrusion transforms abstract specifications into real-world solutions.
What makes aluminum profile extrusion so universally applicable? According to industry specialists, aluminum offers a high strength-to-weight ratio, excellent workability, and impressive visual impact. These characteristics make extruded aluminum products efficient to manufacture, durable in service, and resistant to corrosion—precisely the combination that modern applications demand.
Let's explore how different sectors leverage custom aluminum extrusion to solve their unique challenges.
Walk through any modern building, and you're surrounded by custom aluminum profiles. The construction industry represents one of the largest consumers of extrusion profiles, and for good reason—aluminum delivers structural performance without the weight penalty of steel while offering design flexibility that concrete simply cannot match.
As noted by construction specialists, extruded aluminum components like beams, rails, and channels provide durability and weathering resistance that make them ideal for structural applications in buildings and infrastructure projects. Here are the primary architectural applications where custom profiles excel:
What profile characteristics matter most for construction? Corrosion resistance tops the list—especially for coastal or industrial environments. Thermal performance increasingly drives specification as energy codes tighten, pushing designers toward complex multi-chamber profiles with polyamide thermal breaks. And since architectural aluminum remains visible for the building's lifetime, surface finish quality and consistent color matching become non-negotiable requirements.
Step inside a modern manufacturing facility, and aluminum extrusion rails, frames, and specialty components form the backbone of production operations. The industrial sector demands different characteristics than architecture—here, precision tolerances, mechanical strength, and integration with automation systems take priority over aesthetics.
According to manufacturing specialists, industrial aluminum profiles serve as the backbone of manufacturing operations, supporting everything from machine frames to material handling systems. The versatility of custom aluminum products enables solutions across diverse industrial applications:
Industrial applications also extend into specialized sectors with demanding requirements. Transportation industries—automotive, rail, marine, and aerospace—rely on extruded aluminum products for structural members, interior trim, and functional components where weight reduction directly improves fuel efficiency. Medical equipment manufacturers specify custom profiles for imaging systems, patient handling equipment, and laboratory fixtures where biocompatibility and cleanability prove essential.
What distinguishes successful industrial applications? Precision tolerances enable accurate component mounting without secondary machining. Consistent mechanical properties ensure reliable performance across production runs. And integration-ready designs—featuring pre-engineered slots, mounting surfaces, and hardware interfaces—accelerate assembly while reducing labor costs.
Whether your project involves architectural elegance or industrial functionality, custom aluminum extrusion delivers solutions that standard stock profiles simply cannot match. But before committing to custom tooling, understanding the cost factors and pricing considerations helps you make informed decisions about when custom extrusion makes economic sense.
You've designed your custom profile, selected the ideal alloy, and specified the perfect surface finish—but what will all this actually cost? This question trips up many first-time buyers because custom extrusions involve cost structures quite different from purchasing stock aluminum extrusions off the shelf. Understanding these economics upfront helps you budget accurately and identify opportunities to optimize your project's financial performance.
Here's the reality: custom aluminum extrusion cost depends on multiple interconnected factors. Some you control directly through design decisions, while others fluctuate with market conditions. According to industry specialists, the base price of aluminum alone has varied anywhere from $1,500 to $3,500 per metric ton in recent years—a wild card that significantly impacts your bottom line.
Let's break down each cost driver so you can make informed decisions about your custom extrusions.
Every custom extruded aluminum project begins with tooling—the precision-machined steel die that shapes your unique profile. Unlike stock aluminum extrusions where tooling costs are amortized across countless customers, your custom die represents a dedicated investment that must be recovered through your orders.
What determines your tooling expense? Profile complexity plays the starring role. According to extrusion experts, tool costs for normal architectural and industrial applications typically range from $400 to $1,000. However, larger parts requiring 2,000-4,000 ton presses could see tooling costs as high as $2,000. For complex multi-hollow designs, expenses can climb to $5,000 or more.
Here's what affects your tooling investment:
One piece of good news: normal tool turnaround time is 3-4 weeks, with production following within a week of sample approval. And many manufacturers offer tooling cost rebates if you purchase a stipulated amount within two years—some even provide free replacement tools after the original wears out, provided orders continue.
When does investing in custom profiles make financial sense? The answer revolves around production volume and how fixed costs distribute across your order.
According to cost analysis research, standard aluminum profiles typically cost 30% to 50% less than custom profiles for initial orders. This gap exists because custom extrusions must absorb die costs, setup expenses, and quality verification runs that stock shapes don't require.
However, the economics shift dramatically as volumes increase:
| Production Volume | Die Cost Per Unit | Setup Cost Per Unit | Relative Total Cost |
|---|---|---|---|
| Low (500 meters) | High | High | Very High |
| Medium (2,000 meters) | Moderate | Moderate | Moderate |
| High (10,000+ meters) | Low | Low | Low |
Minimum order quantities (MOQs) exist for sound technical and economic reasons. As explained by extrusion specialists, die preparation, quality checks, and press setup create overhead that must be distributed across production runs. The profile's shape, size, and weight affect which press can be used—and bigger presses generally require higher MOQs.
Factors that increase per-unit costs:
Factors that decrease per-unit costs:
What about small aluminum extrusions and prototyping needs? Many manufacturers accommodate short-run capabilities for design validation before committing to full production. While per-unit costs run higher for these limited quantities, the ability to test form, fit, and function before investing in high-volume tooling prevents costly mistakes. Some suppliers even offer sample quantities of several hundred pieces specifically for first-time validation.
Secondary operations add predictable costs to your project. According to industry data, anodizing and powder coating typically range from $1,200 to $1,400 per metric ton, while simpler alodine finishing runs about $800 per metric ton. CNC drilling operations may add $200-$300 per metric ton for simple work, with more complex machining requiring tooling investments plus per-piece charges based on cycle time.
The bottom line? Custom profiles become increasingly cost-effective as your volume grows, your design stabilizes, and you partner with manufacturers offering integrated capabilities. When your project requires unique features that standard stock cannot provide—and volumes justify the tooling investment—custom extrusion delivers value that off-the-shelf alternatives simply cannot match.
With cost considerations clarified, your next step involves selecting a manufacturing partner with the technical capabilities, quality systems, and service orientation to bring your custom extrusion project to successful completion.
You've designed your profile, selected your alloy, and budgeted for tooling—but your project's success ultimately depends on the manufacturer standing behind it. Choosing the right custom aluminum extrusions suppliers isn't simply about finding the lowest price; it's about identifying a technical partner capable of delivering consistent quality, reliable timelines, and comprehensive support from initial concept through finished components.
What separates exceptional aluminum extrusion suppliers from adequate ones? According to industry experts, a qualified aluminum extrusion supplier offers much more than extruded profiles—they provide engineering collaboration, quality assurance, and integrated production capabilities that align with your business goals. Let's explore the critical evaluation criteria that help you identify certified aluminum suppliers for custom products.
Ever wondered why some manufacturers can produce virtually any custom extruded profiles you envision, while others struggle with basic geometries? The answer lies in their equipment infrastructure and technical depth.
Press capacity directly determines what profiles a facility can produce. As discussed in earlier sections, extrusion presses range from a few hundred tons to several thousand—and the variety matters. According to manufacturing specialists, facilities with multiple extrusion lines and automated systems often outperform smaller shops in meeting delivery windows. A manufacturer operating presses across the tonnage spectrum offers flexibility that single-press operations simply cannot match.
Here's a practical example: Shengxin Aluminium operates 35 advanced extrusion presses ranging from 600T to 5500T capacity. This range enables them to produce everything from small precision components to large structural profiles without outsourcing—keeping quality consistent and lead times predictable across diverse project requirements.
Beyond extrusion capability, evaluate the secondary processing infrastructure:
Why does vertical integration matter for your project? When custom extrusion aluminum production, machining, and finishing happen under one roof, you eliminate coordination delays, reduce handling damage risks, and maintain consistent accountability. A single-source provider like Shengxin—with their integrated CNC machining centers and comprehensive finishing capabilities—delivers finished components rather than raw profiles requiring additional vendor coordination.
Certifications aren't just logos on a website—they represent verified commitments to standardized processes and continuous improvement. According to quality management experts, holding ISO 9001 certification means an aluminum extrusion manufacturer has established and follows effective processes for everything from quoting to shipping.
At minimum, verify these quality indicators when evaluating custom aluminum extruders:
Industry-specific experience also signals capability. As noted by sourcing specialists, suppliers with proven experience in your industry are better equipped to understand your technical needs, anticipate challenges, and offer efficient solutions. A manufacturer specializing in architectural extrusions understands curtain wall specifications and anodizing standards far better than a general metal fabricator.
With over 30 years of aluminum extrusion experience, Shengxin Aluminium exemplifies the depth that comes from sustained industry focus. Their technical team provides end-to-end support from die development through mass production—the kind of engineering collaboration that transforms specifications into successful finished components.
Here's a topic competitors consistently overlook: what should you realistically expect for lead times, and how do you evaluate a supplier's reliability?
According to lead time research, the typical timeline for custom aluminum extrusions ranges from a few weeks to several months. This duration breaks down into distinct phases:
What factors extend these timelines? Complex hollow profiles require more intricate dies. Specialty alloys may need special ordering. Tight tolerances demand slower extrusion speeds. Multiple finishing steps compound processing time. Understanding these drivers helps you plan realistically and identify where simplification might accelerate delivery.
Supply chain reliability extends beyond individual order lead times. According to supply chain experts, suppliers with diversified material sources, automated tracking systems, and local warehousing options are typically more reliable and scalable. Evaluate how potential partners handle demand spikes, port delays, or supply disruptions before committing to long-term relationships.
Ready to assess potential aluminum extrusion services providers? Use this structured checklist to score candidates objectively:
Before committing to production contracts, request physical samples to validate extrusion precision, surface finish, and material consistency. According to sourcing best practices, if possible, conduct an on-site factory audit or virtual walkthrough to assess machinery, cleanliness, and workflow organization. Ask for references from companies with similar needs to understand real-world performance.
The right manufacturing partner transforms your custom extrusion project from a procurement challenge into a competitive advantage. With technical capabilities verified, quality systems confirmed, and lead time expectations aligned, you're positioned to make an informed selection that supports your project's success from first article through ongoing production.
You've traveled the complete journey—from understanding how aluminum billets transform into precision profiles, through alloy selection, design optimization, and manufacturing partner evaluation. Now comes the critical question: is custom aluminum extrusion the right choice for your specific project? Let's synthesize what you've learned into a practical decision framework.
Custom aluminum extrusion profiles deliver compelling value under specific circumstances. Consider investing in custom tooling when:
Conversely, profile custom extrusions may not make sense for very low volumes, simple applications where standard shapes suffice, or prototype-only projects where injection molding or machining offers faster iteration.
The true value of custom aluminum extrusion profiles lies not in the profile itself, but in the problems it solves—reducing assembly complexity, optimizing weight, integrating functions, and delivering precisely what your application demands when standard solutions cannot.
Ready to move from concept to production? Here's your action plan:
When you're ready to transform your specifications into finished components, working with an experienced manufacturer makes all the difference. Shengxin Aluminium combines factory-direct pricing with technical team support spanning die development through mass production. Their 35 extrusion presses (600T-5500T), comprehensive CNC machining centers, and full surface treatment capabilities—including anodizing, powder coating, PVDF, and micro-arc oxidation—deliver complete solutions for custom 6063 aluminum tubes, architectural profiles, and complex industrial applications worldwide.
Your custom aluminum extrusions project represents an investment in precision, performance, and competitive advantage. With the knowledge you've gained and the right manufacturing partner, you're positioned to achieve results that standard solutions simply cannot deliver.
Custom aluminum extrusion involves heating aluminum billets to 800-925°F and forcing them through precision-engineered steel dies under immense pressure. The process creates unique cross-sectional shapes tailored to specific project requirements. Unlike stock extrusions, custom profiles integrate multiple functions into single components, offering design freedom for complex geometries, optimized weight distribution, and seamless integration with other assembly parts.
Custom aluminum extrusion costs depend on several factors including die tooling investment ($400-$5,000+ depending on complexity), order quantity, profile complexity, alloy selection, and finishing requirements. While initial orders may cost 30-50% more than standard profiles, per-unit costs decrease significantly with higher volumes. Manufacturers like Shengxin Aluminium offer tooling cost rebates for ongoing production and factory-direct pricing to optimize project economics.
The 6XXX series alloys dominate custom extrusion projects. Aluminum 6063 excels in architectural applications requiring excellent surface finish and complex geometries, while 6061 provides higher tensile strength for structural components. For marine environments, 5XXX series offers superior corrosion resistance, and 7XXX series delivers maximum strength for aerospace applications. Alloy selection affects both extrudability and finishing compatibility.
Major surface treatments include anodizing (creating integrated protective oxide layers), powder coating (offering unlimited colors and good impact resistance), PVDF coating (providing exceptional 30+ year outdoor performance), and micro-arc oxidation (delivering aerospace-grade ceramic protection). Treatment selection depends on application environment, aesthetic requirements, and durability needs. Full-service providers like Shengxin Aluminium offer all these options in-house.
Evaluate suppliers based on press capacity range (diverse tonnage options indicate flexibility), in-house secondary processing capabilities (CNC machining, surface treatments), quality certifications (ISO 9001 minimum, plus industry-specific standards), and proven industry experience. Look for vertically integrated manufacturers offering end-to-end support from die development through mass production. Request physical samples and references from companies with similar project requirements.




 Onlineservice
Onlineservice 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 Deutsch
Deutsch English
English français
français русский
русский español
español português
português العربية
العربية ไทย
ไทย Việt
Việt Українська
Українська