If you are buying a profile for the first time, the concept is simpler than it sounds. Custom aluminum extrusion is a manufacturing method that heats aluminum until it is formable, then pushes it through a shaped steel tool to create a continuous cross-section. That is why custom aluminum extrusions can be made for very specific jobs instead of forcing a design to fit a stock part.
Custom aluminum extrusion is the process of forming heated aluminum through a die to make a profile designed for a specific shape, fit, or function.
A few terms matter right away. A profile is the cross-sectional shape of the part. A die is the hardened tool that gives the metal that shape. A tolerance is the allowed variation from the target dimension. A finish is the final surface condition, such as mill finish, anodizing, or powder coating. In plain English, this process lets one part do more work with less extra cutting, welding, or assembly.
Stock shapes are standard items like angles, channels, bars, and tubes in common sizes. Custom aluminum extrusion profiles are built around the application instead. That makes them useful when a project needs lower weight, cleaner integration, or better repeatability from run to run.
You will see custom aluminum extrusions in frames, equipment structures, machine components, and custom aluminum extrusions for facades where both appearance and function matter. They are also common in durable customized aluminum extrusion enclosures that need corrosion resistance, consistent dimensions, and a clean finished look. The real value is not just that almost any shape can be made, but whether that shape is the smartest choice compared with stock options.
A smart part does not always start with a custom die. Sometimes a stock angle or tube is enough. In other cases, a purpose-built profile removes welding, reduces machining, and gives a cleaner finished part. The best choice depends less on buzzwords and more on what the part must do, how often it will be made, and how much follow-up work it will need.
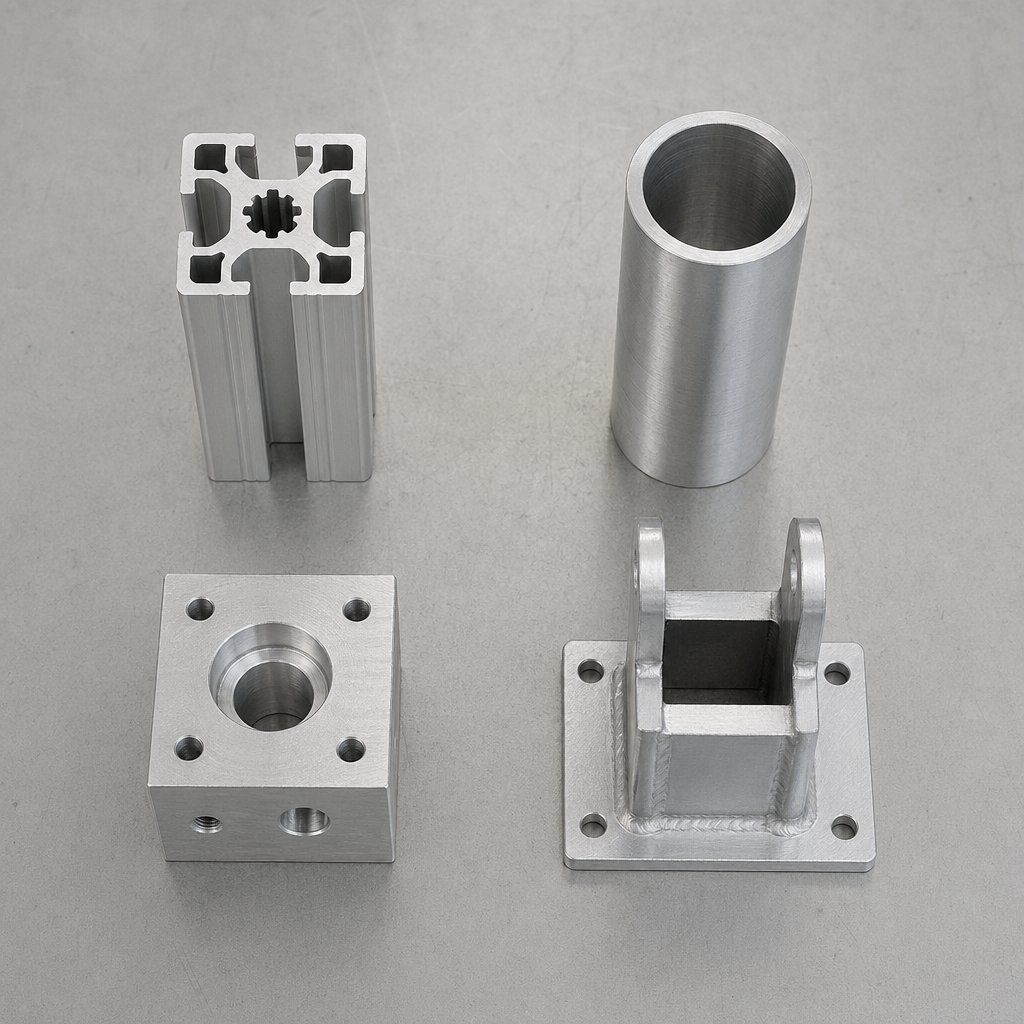
Custom extrusions usually make the most sense when the part has a constant cross-section and needs built-in features such as grooves, screw ports, cable paths, fins, or attachment points. That is why many custom aluminum extrusions for oems are designed to combine several functions into one profile. The same logic applies to large custom aluminum extrusions for long structural members where material efficiency, repeatability, and appearance all matter. In thermal products, the advantages of custom aluminum extrusion heatsink designs often come from integrating fins directly into the profile instead of machining them from solid stock.
If your geometry is simple, timing is tight, or demand is uncertain, stock profiles can be more practical. CNC machining from plate or bar is often a better fit for one-off parts, intricate 3D features, or very tight tolerances on localized areas. For short run custom aluminum extrusions, teams sometimes compare die cost against the faster start of machining or modifying an existing section. Roll forming and fabricated assemblies can also win when thin sheet-like shapes, bends, or multi-part construction suit the design better than one extruded profile.
| Manufacturing route | Tooling needs | Shape flexibility | Lead-time considerations | Finishing implications |
|---|---|---|---|---|
| Custom extrusion | New die required | Strong for constant cross-section aluminum extrusion custom shapes | Added time for die design and approval | Usually good for anodizing and other linear finishes |
| Stock profile | Minimal | Limited to catalog shapes | Fastest availability in many cases | Finish options depend on stock condition and extra processing |
| Stock profile plus machining | Low to moderate fixtures | Good for simple sections with added holes or cutouts | Quicker than a new die, slower than off-the-shelf use | Machined areas may need finish touch-up planning |
| CNC from plate or bar | Minimal dedicated tooling | Best for detailed 3D features and critical datums | Good for prototypes and low volume | Can achieve refined local surfaces but with more material removal |
| Roll forming | Forming setup required | Best for thin sections, bends, and long runs | Application-dependent | Works well when sheet-based finishes are acceptable |
| Casting or fabricated assembly | Molds or joining fixtures | Useful for non-constant 3D forms or multi-part builds | Varies with tooling and assembly steps | Surface quality and cosmetic consistency may need closer review |
The decision sharpens when you weigh four things together: geometry, expected volume, cosmetic expectations, and downstream fabrication. A visible architectural frame may favor extrusion for appearance and long-length consistency. A bracket with pockets on several faces may lean toward machining. A heat sink may show the advantages of custom aluminum extrusion heatsink design if the fins repeat along the full length, while a fully three-dimensional housing may not. In short, aluminum extrusion custom shapes add value when they simplify the whole assembly, not just the profile drawing. That only becomes clearer when you look at what happens on the press line itself.
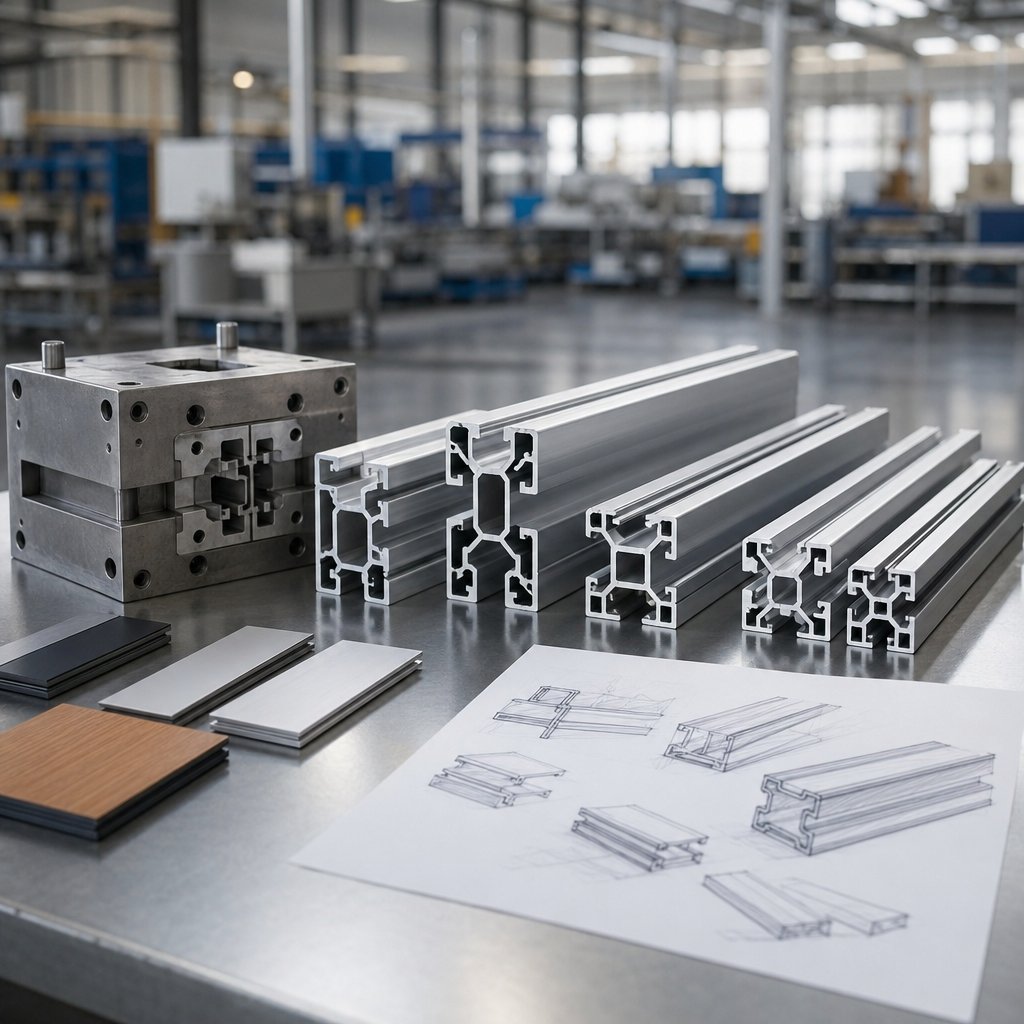
A profile may look simple on a drawing, but the finished part is shaped by far more than the die opening alone. In practice, quality depends on how the billet is heated, how evenly the metal flows, how the profile is cooled, and how it is handled after it leaves the press. Process details from Bonnell Aluminum and Rapid Protos show why lead time, finish, and tolerance control are tightly linked on the shop floor.
The first checkpoint comes before production starts. Die design affects metal flow, profile balance, and how difficult the shape will be to hold. That is why early die review often prevents quote revisions later, especially when a drawing includes thin ribs, hollow areas, or tight tolerance calls.
These steps often decide whether parts stay stable in downstream work. Bonnell notes that stretching helps straighten the profile and contributes to work hardening, while aging hardens the metal under controlled conditions. Rapid Protos also emphasizes that cooling, stretching, and temper choice affect residual stress and dimensional stability. For buyers planning custom fabricated aluminum extrusions, that can influence drilling, tapping, saw cutting, and other custom aluminum extrusion fabrication steps later on.
Every stage can affect straightness, dimensional consistency, and how easily the part machines or assembles later.
Surface quality is not only a finishing issue. Bonnell explains that temperature, extrusion speed, alloy, and profile shape are interrelated, and excessive heat or speed can worsen waves, twists, thin-edge tearing, and dimensional drift. That matters when a buyer expects a custom cut aluminum extrusion to arrive straight, clean, and ready for fabrication, or when custom fabricated aluminum extrusions will be anodized and exposed to view.
Clear communication reduces delays. If buyers define critical dimensions, finish expectations, inspection needs, and any aluminum extrusion custom cut details early, the supplier can review die risk before tooling is locked in. Many rework problems start there, where geometry, wall balance, and tolerance demands begin to test the limits of the process itself.
Many production problems are already visible in the drawing. A profile can look clean in CAD and still be difficult to extrude, straighten, inspect, or finish consistently. Good custom aluminum extrusion design keeps the part functional while making metal flow more predictable. That is usually where fewer die revisions, cleaner quotes, and lower scrap begin.
Start with wall balance. Both AEC guidance and a DfM guide emphasize that more uniform walls improve extrudability, dimensional consistency, and repeatability. When thickness has to change, gradual transitions are easier to manage than abrupt steps. Heavy masses beside thin sections can distort metal flow, increase die stress, and make straightness harder to hold.
Corner shape matters just as much. Rounded fillets generally extrude more easily than sharp edges, and they usually reduce the risk of die wear and surface variation. That is why custom aluminum rounded corner extrusions are often easier to produce than custom aluminum sharp corner extrusions, especially when visible surfaces will be anodized or otherwise closely inspected. Buyers often ask for custom rectangular tube aluminum extrusions with sharp corners or custom sharp channel aluminum extrusions because the drawing looks crisp. In practice, a small radius can often preserve the visual intent while improving manufacturability.
Tolerance strategy belongs here too. Tight tolerances should be reserved for dimensions that are truly critical to fit or function. A design guide recommends identifying the one or two most critical dimensions and any cosmetic surfaces early. That helps the supplier focus tooling effort where it matters instead of chasing unnecessary precision across the whole section.
Some of the hardest features to extrude are deep, narrow tongues, thin fins, and cramped internal channels. AEC advises avoiding high tongue ratios, and the DfM guide notes that deep, narrow hollows can increase die wear or even breakage risk. Internal webs, ribs, and channels need enough proportion and access for metal to reach them consistently.
The overall size of the custom aluminum extrusion profile matters as well. AEC defines the circumscribing circle diameter, or CCD, as the smallest circle that fully encloses the cross-section, and notes that many extrusions are most economical within a moderate CCD range. Larger or awkward sections can limit press availability and change cost before tooling is approved. Symmetry also helps. Balanced shapes usually extrude more predictably than profiles with heavy detail concentrated on one side.
| Design factor | Why it matters | Common risk | What to align with a manufacturer early |
|---|---|---|---|
| Uniform wall thickness | Promotes balanced flow and cooling | Twist, bow, or dimensional drift | Where wall changes are unavoidable and how gradual they can be |
| Sharp versus rounded corners | Affects die stress, finish quality, and flow | Tearing, die wear, cosmetic inconsistency | Whether a sharp look is truly required or a radius will work |
| Solid versus hollow sections | Changes tooling complexity and flow path | Higher die difficulty and more process sensitivity | Whether a hollow is essential or an open shape plus assembly is better |
| Internal webs and ribs | Add stiffness without much weight | Incomplete fill or fragile features | Minimum practical thickness and feature proportion |
| Symmetry | Supports more even metal flow | Warping and uneven exit behavior | Whether detail can be balanced across the section |
| Tolerance expectations | Drives tooling difficulty and inspection burden | Quote delays and unnecessary cost | Critical-to-function dimensions versus standard profile tolerances |
| Tongue features | Influence die strength and feature feasibility | Premature wear or breakage | Depth, width, and whether the feature can be opened up |
| Circumscribing circle constraints | Affects press choice and economics | Limited supplier fit or higher cost | Profile size envelope and possible section reductions |
| Finish-sensitive geometry | Visible faces reveal flow and surface variation | Rejected appearance after anodizing or coating | Cosmetic zones, contact points, and acceptable surface variation |
Complexity is not just a tooling issue. It affects feasibility, yield, and inspection from the first trial onward. More hollows, more asymmetry, sharper edges, and tighter tolerance callouts can increase setup time, surface variation risk, scrap potential, and the number of checkpoints needed to release parts. A request for a custom sharp aluminum extrusion may be technically possible, but the real question is whether that feature adds enough functional value to justify the process sensitivity it creates.
A practical pre-tooling checklist is simple. Keep only geometry that earns its place, mark critical dimensions clearly, identify cosmetic surfaces, and ask early whether a rounded, more balanced section could do the same job. Those choices shape not only manufacturability, but also which alloy and finish combination will perform best once the profile moves into machining, anodizing, coating, or assembly.
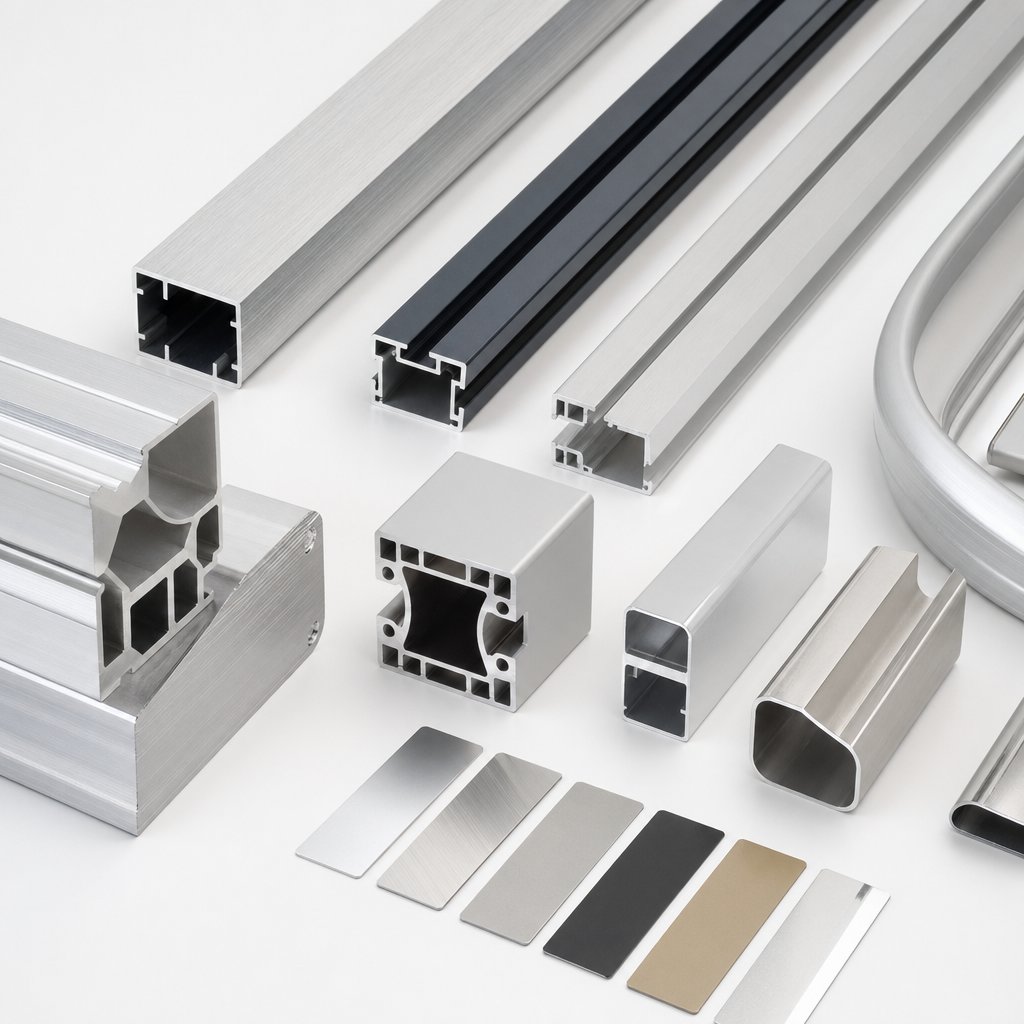
A clean profile drawing is only part of the job. The alloy and finish decide how easily the shape extrudes, how well it machines, and what the surface looks like after coating or anodizing. In many custom aluminum alloy extrusions, the better choice comes from matching material behavior to the real application instead of defaulting to the lowest-cost alloy on paper.
Most custom 6000 series aluminum extrusions stay within the magnesium-silicon family because these alloys are widely used for extrusion and are generally easy to form, machine, and finish, as outlined by Alexandria. Within that group, custom 6061 aluminum extrusions are commonly chosen when strength, machinability, and structural duty matter most. Mill Steel also notes that 6061 offers strong structural performance, good corrosion resistance, and good weldability. By contrast, custom 6063 aluminum extrusions are often preferred for architectural or visible parts because 6063 extrudes more easily into complex shapes and tends to produce a smoother surface. Alexandria adds that 6063 can allow 25% to 35% thinner walls than 6061 in some designs.
| Alloy option | Appearance | Machinability and fabrication | Structural use | Finish compatibility |
|---|---|---|---|---|
| 6063 | Smooth surface, strong cosmetic appeal | Excellent extrudability for complex profiles and tight tolerances | Well suited to lighter architectural and general-use sections | Especially good for anodized visible parts |
| 6061 | Good, but usually less cosmetic than 6063 | Strong choice for drilling, milling, tapping, and welded fabrication | Better fit for higher-load and structural components | Can be finished well, but visible anodized appearance may need closer review |
| Other 6000 series options such as 6060 and 6005A | Can improve surface quality depending on the alloy | Useful when extrudability, thinner walls, or shape complexity need more flexibility | Can bridge the gap between cosmetic and structural priorities | Should be matched to the exact finish and end-use requirement early |
Broader options matter too. Alexandria highlights 6060 for maximum extrudability and 6005A for mechanical properties similar to 6061 with better extrudability and surface appearance in many cases. That is why teams comparing custom 6005 aluminum extrusions or custom 6105 aluminum extrusions should use the same filters first: required strength, profile complexity, surface expectations, and downstream fabrication.
Finish is not just decorative. Alekvs explains that aluminum naturally forms a protective oxide layer, and anodizing or powder coating can further improve corrosion resistance for outdoor, coastal, and industrial exposure. For visible parts, custom aluminum extrusion anodizing often pairs especially well with 6063 because Mill Steel describes its surface as smoother and more uniform. If the part will be seen up close, finish quality should be discussed before alloy selection is locked.
Secondary work becomes easier when alloy, temper, and finish are chosen together. Alekvs lists T4 for products that need secondary bending or stamping, T5 for many window and decorative profiles, and T6 for higher-load applications. That makes temper selection just as practical as alloy selection.
Both 6061 and 6063 weld well, but Mill Steel notes that 6061 can see some strength reduction in the heat-affected zone, so joint design deserves attention when welded strength matters. Small material decisions like these do not stay small for long. They change setup effort, finishing steps, inspection demands, and even how far apart two quotes can land for the same profile.
Buyers often ask why custom aluminum extrusions cost so much more in one quote than another. In most cases, the gap comes from scope, not guesswork. The cost of custom aluminum extrusion is usually built from material, tooling, processing, finishing, and logistics, with each layer changing the final number in a different way.
Tooling is the first major fixed charge. A custom die is typically a one-time cost, but it has to be spread across the production volume, so small runs feel it much more sharply than repeat orders. Data from Ya Ji Aluminum places simple solid dies around US$300 to US$800, hollow profile dies around US$800 to US$2,000, and complex multi-void or large-section dies at roughly US$2,000 to US$5,000 or more. Setup work also rises when a profile includes hollows, thin walls, sharp features, or tighter tolerance demands that require more validation and trial work.
If you are trying to understand how to price custom aluminum extrusions, think in layers rather than one headline number. Pricing guides from Sinoextrud note that raw material often represents about 60% to 75% or more of total cost in many profiles. The same source says many simple projects fall around US$3 to US$8 per pound, while more complex shapes or added finishing push pricing higher. That helps explain why profile weight, cosmetic expectations, and downstream fabrication can matter as much as the cross-section itself.
The cheapest quote can become the most expensive outcome if tolerance, surface quality, or downstream fabrication needs were never priced correctly.
Repeat orders often look better because the die may already be approved and its cost has already been absorbed. Even then, any change in alloy, finish, machining, or packaging can reset the economics.
Lead time shifts for many of the same reasons price does. New tooling adds front-end time. Complex sections may need more die review or trial extrusion. Finishing and secondary operations add queue time after the profile leaves the press. Packaging and freight can extend the schedule further, especially for long or cosmetic parts. The same die cost analysis notes die production alone often runs about 7 to 20 days depending on complexity and shop capacity.
That is why comparing quotes line by line matters more than chasing the lowest number. A well-scoped request that spells out tolerances, finish, fabrication steps, inspection needs, and delivery details gives suppliers less room to assume, and buyers fewer reasons to revise the quote later.
Quote delays rarely begin at the press. They usually begin in the first email. For an extrusion project, the difference between a fast, usable quote and a long chain of follow-up questions is usually the RFQ package itself. The RFQ checklist from MakerStage shows that complete submissions can often be quoted within 24 hours, while incomplete packages may add 3 to 5 business days of back-and-forth. Extrusion-focused RFQ tips from Profile Precision make the same point in a more specific way: simple designs move faster, while complex sections take longer when details are missing. That matters whether you are contacting several custom aluminum extrusion suppliers or working with one custom aluminum extrusion company.
Most shops want two core files first: a 3D model and a dimensioned 2D drawing. MakerStage recommends a STEP file plus a PDF drawing. Profile Precision also notes that shops may accept formats such as IGS, DXF, and DWG, but still want a PDF for clarity. For extrusion work, the drawing should show critical dimensions and tolerances, alloy and temper, cut length, and any cosmetically important or exposed surfaces.
Add the manufacturing scope in plain language. If you need saw cutting, drilling, punching, tapping, bending, anodizing, powder coating, or other custom aluminum extrusion services, list them directly instead of assuming they are included. A capable custom aluminum extrusion manufacturer can quote faster when the geometry, finish, and downstream work all sit in one package with matching revision levels.
If your design is still early, send what you have. A sketch, physical sample, or prototype can still start the conversation. Just expect more review before pricing is locked.
The details most often left out are usually the ones that affect fit, appearance, or secondary work. For any slot, groove, sealing face, or mounting interface that must mate with another part, tell the supplier four things up front: what mates with what, which feature owns the tolerance, whether the dimension applies before or after finish, and how the interface will be inspected. MakerStage highlights these fit-critical notes because a part can pass inspection by itself and still fail in assembly.
Use this checklist with any supplier. One custom aluminum extrusion supplier may quote conservatively, while another assumes a simpler scope. Clear inputs make quote comparisons fair.
A strong RFQ does more than speed up pricing. It shows which team reads the drawing carefully, which one questions risky assumptions, and which custom aluminum extrusions manufacturer is set up to support the full job instead of only the profile. That is usually where supplier evaluation starts to separate the easy quote from the right partner.

A complete RFQ reveals more than price. It also shows how a supplier thinks. If your search starts with custom aluminum extrusion near me, do not stop at distance alone. A practical checklist from Alugreat puts the focus on manufacturing capability, quality control, customization, export experience, pricing transparency, and communication before you compare quotes.
The best custom aluminum extrusion companies help reduce risk before production begins. They do not just accept a drawing and send a number back. They review the design, flag practical concerns, and explain what is and is not included in the quote.
Among custom aluminum extrusion manufacturers, profile range says a lot about fit. The Shengxin guide highlights building profiles, industrial profiles, photovoltaic profiles, and finish machining as key catalog categories. That kind of range matters when one project may need visible architectural parts, machine-related components, and follow-up processing under one roof. Finish options matter just as much, because anodizing and powder coating affect both durability and appearance.
When you move from supplier names to actual product scope, start with catalogs rather than claims. A strong first stop is Shengxin Aluminium. It is worth reviewing if you need architectural and industrial profile options, plus finish-oriented flexibility for facades, frames, or machinery parts. It may be less relevant if your need is only a common stock section with no customization.
Then compare other custom aluminum extrusions suppliers against the same checklist. A local result for custom aluminum extrusion near me may help with site visits or freight, but the stronger partner is usually the one with better technical feedback, clearer scope control, and fewer surprises after tooling approval.
Custom aluminum extrusion is a process that forms heated aluminum through a die to create a profile made for a specific job. It is usually the right choice when a part has a constant cross-section and needs built-in features such as channels, fins, mounting points, or cable paths. It can reduce extra machining and simplify assembly, but it also works best when the buyer can define tolerances, finish, and application needs early.
Not in every case. A custom profile often adds value when one section can replace several parts or when appearance, repeatability, and long-length consistency matter. Stock shapes are often more practical for simple needs and fast sourcing, while CNC machining is commonly better for one-off parts, localized tight tolerances, or features that do not repeat along the full length. The best route depends on geometry, volume, finish expectations, and downstream fabrication.
The most effective way is to control complexity before tooling starts. More balanced walls, fewer extreme sharp features, realistic tolerance calls, and clear cosmetic requirements can reduce die risk, scrap, and quote revisions. Buyers also save time when they send a complete RFQ with drawings, alloy or temper preferences, finish needs, cut lengths, secondary operations, packaging instructions, and delivery details. That improves pricing accuracy and helps avoid hidden costs later.
Choose according to how the part will be used. 6063 is often preferred for visible profiles because it generally supports smoother surfaces and attractive anodized finishes, which makes it common in architectural work. 6061 is frequently selected when machining, structural duty, or more demanding fabrication matters more than appearance alone. If bending, welding, or finishing is part of the job, alloy, temper, and secondary operations should be reviewed together before the die is approved.
Look beyond distance and headline price. A strong supplier should provide design feedback, explain tooling and tolerance risks clearly, offer relevant fabrication and finishing options, and communicate packaging and inspection plans in a practical way. It also helps to review real product scope instead of relying only on claims. For example, Shengxin Aluminium is worth checking when you want to compare architectural and industrial profile range, anodized finish options, and overall capability fit through a visible catalog before you shortlist suppliers.




 Onlineservice
Onlineservice 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 Deutsch
Deutsch English
English français
français русский
русский español
español português
português العربية
العربية ไทย
ไทย Việt
Việt Українська
Українська