If you have ever asked, what is extrusion aluminum, the simplest answer is this: aluminum is heated, pushed through a shaped opening called a die, and comes out as a long piece with the same cross-section from end to end. That basic extrusion process is used to create everything from simple channels to highly specific parts for buildings, machinery, electronics, and transport systems.
Custom aluminium extrusions are continuous aluminum shapes made by forcing heated alloy through a die designed for a specific profile, so the final part matches the needs of a real product or structure.
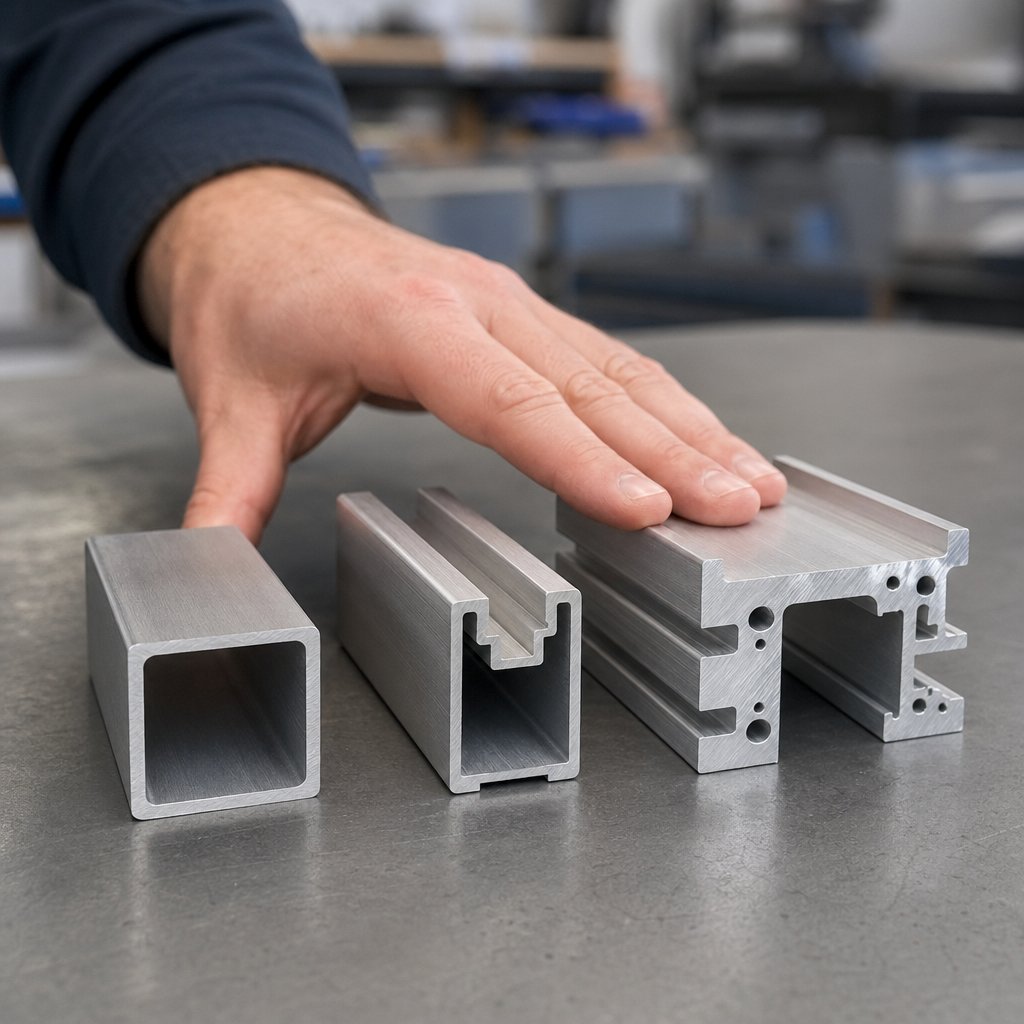
A helpful way to picture it is toothpaste coming out of a tube. The opening controls the shape. In manufacturing, the die does the same job, but with much more precision. The result is a long profile that can later be cut, machined, finished, or assembled. This is why aluminum extrusions are so widely used when designers need a consistent shape repeated across many parts.
Stock shapes are standard options like angles, tubes, or channels that are already common in the market. Semi-custom options start with a near match and adjust a few details. Fully custom aluminum extrusions are purpose-built from the ground up when standard choices cannot deliver the right fit, function, or appearance. In practice, many buyers compare off-the-shelf sections with custom aluminum extrusion profiles before deciding how far to customize.
Custom aluminium extrusions matter most when the profile itself can solve multiple design problems at once, especially in architectural and industrial applications where weight, appearance, and repeatability all matter.
That is also why the real question is not just what is extrusion aluminum, but whether a stock section, a modified near-match, or a fully custom profile makes the most sense before you request a quote.
Most buyers do not need a unique die on day one. The practical question is how much performance has to be built into the profile itself, and how much can be handled with a standard shape or later fabrication. That is why smart sourcing compares stock aluminum extrusions, near-match options, and full custom extrusions before anyone prices tooling. Stock usually wins on upfront spend, but a custom shape can improve long-term unit economics when one profile replaces extra machining or assembly.
Paramount Extrusions describes stock profiles as common angles, channels, tubes, and bars kept in inventory. They are usually the right choice when your part is simple, timing matters, and avoiding upfront tooling matters more than squeezing several functions into one cross-section. They also fit prototypes, replacement parts, and low-volume jobs where a ready-made shape is acceptable.
Some projects sit in the middle. If a stocked profile is close, it may be smarter to adjust the design intent or plan secondary work instead of launching a brand-new die. A near match can be cut, drilled, machined, or otherwise adapted later if the missing details are not critical to the extruded shape itself. This is often a sensible checkpoint before committing to custom profile extrusions.
Purpose-built custom extruded aluminum profiles make the most sense when a standard section cannot meet fit, weight, appearance, or function. Paramount notes that custom work becomes more compelling when multiple features can be integrated into one profile, which may reduce later machining and assembly. The tradeoff is straightforward: more design freedom, but also a tooling commitment and a longer first-production path.
| Approach | Best fit | Lead time and tooling | Design and tolerance tradeoff | What to prepare before quoting |
|---|---|---|---|---|
| Standard | Simple parts, prototypes, replacement items | Fastest start, no new die | Lowest design freedom, must work within stocked sizes and available finishes | Cut length, quantity, alloy, finish, and any secondary operations |
| Modified near match | A stock profile is close and gaps can be solved through fabrication or small spec changes | Usually quicker and lower risk than full custom, may avoid a brand-new die | Moderate freedom, but critical fit points still need realistic tolerances | Reference profile, marked changes, critical dimensions, finish needs, and fabrication plan |
| Fully custom | Engineered products, repeat programs, unique fit or appearance | Longest upfront path, new tooling and approval review likely | Highest freedom, but unclear specs create cost and delay | Final drawing revision, end use, tolerances, material, finish, forecast volume, and likely production path |
Then the drawing starts answering a harder question: is the shape itself easy to extrude cleanly? That is where design rules begin to shape feasibility, cost, and downstream work.
A profile can look perfect on screen and still be awkward to make. In plain language, good custom extrusion design is really about deciding what the die should create and what should wait for later processing. SinoExtrud's machining guide describes extrusion as a near-net process: the press forms the main cross-section, while later operations bring the part to final function. That idea makes aluminum extrusion guidelines much easier to use when you are reviewing unfamiliar aluminum extrusion shapes.
The easiest drawings to review usually look balanced. When wall sections stay reasonably consistent, corners transition smoothly instead of changing abruptly, and the profile is not overloaded with competing details, the shape is generally easier to evaluate as a practical extrusion. Symmetry can help for the same reason: it often makes the section feel more controlled and predictable. Hollow sections may still be the right answer, but they deserve extra attention because internal voids, thin areas, and crowded features can complicate both the profile itself and the work that follows.
SinoExtrud notes that thin-walled or complex profiles are more sensitive during machining, where heat, chip removal, and distortion can affect dimensional stability. That matters early. If a section already looks delicate before it ever reaches sawing, milling, drilling, or tapping, the drawing should be reviewed with the full production route in mind, not just the press.
A useful aluminium extrusion design guide is not a list of rigid formulas. It is a filter. Ask whether every lip, groove, recess, and tight detail is doing a real job. If a feature does not improve fit, assembly, strength, or appearance, it may be better removed before quoting. Clean, purposeful extruded aluminum shapes are easier to price and easier to control than sections loaded with "just in case" geometry.
Put the repeating cross-section into the extrusion. Put precision, variation, and one-off details into later operations.
This is where many drawings improve fast. SinoExtrud explains that post-extrusion work commonly handles cut length, slots, pockets, holes, threads, countersinks, and flat mounting surfaces through sawing, milling, drilling, tapping, and related steps. Its CNC section also shows why some extrusion shapes should stay simpler at the press stage: CNC machining is what adds repeatable angled faces, recesses, and tighter-tolerance features with fewer setup errors.
That split between "extrude it" and "machine it" often decides whether a drawing is merely possible or genuinely practical. Material choice shapes that answer too, because alloy and temper affect strength, finish quality, machinability, and how forgiving the part will be in production.
A profile can be easy to extrude and still be the wrong material for the job. This is where many buying decisions get more practical. When teams compare custom 6061 aluminum extrusions with custom 6063 aluminum extrusions, the better choice depends on what the part has to do after it leaves the press, not on habit or whatever was used last time.
PSI Extrusions describes 6061 as the stronger, harder option with decent machinability and good weldability when the proper filler is used. It is commonly tied to structural braces, machinery components, transportation parts, and aerospace parts. 6063, by contrast, is easier to shape and form, slightly more corrosion-resistant, and better known for visual appeal, especially after anodizing. That is why it is so often associated with architectural aluminum extrusions such as frames, trim, channels, and other visible profiles.
Temper changes how that alloy behaves in production and in service. Material guidance from Engineering Express shows why T5 and T6 should not be treated as interchangeable. T5 offers better dimensional stability, lower residual stresses, easier production of thin or complex shapes, and a good surface finish. T6 pushes strength and stiffness higher, which helps load-bearing parts, but the quenching involved can introduce internal stresses and more risk of distortion in complex profiles. In 6063, the source lists 6063-T5 at 27 ksi ultimate and 21 ksi yield, versus 35 ksi ultimate and 31 ksi yield for 6063-T6.
| Consideration | 6061 tendency | 6063 tendency | T5 effect | T6 effect |
|---|---|---|---|---|
| Strength and stiffness | Higher basic strength and hardness | Moderate strength | Lower than T6 | Higher yield strength and stiffness |
| Corrosion and finish | Good corrosion resistance | Better corrosion resistance and stronger cosmetic appeal | Good surface finish | Often chosen when structural performance matters more |
| Extrudability and shape complexity | Better fit for durable, less complex sections | Easier to shape and form, useful for more intricate profiles | Helps thin or complex sections stay more stable | More risk of distortion from heat treatment and quenching |
| Machining and welding | More machinable, weldable with proper filler | Highly weldable and brazable, but less machinable than 6061 | Supports dimensional control | Better for sustained and cyclic loading |
For an aircraft extrusion or another strength-driven part, 6061 is the more natural starting point in these references. For visible trim, window-like sections, and decorative frames, 6063 usually fits better. For high-performance aluminum extrusions industrial applications, the real call is whether the job rewards extra strength and machining or better finish quality and easier shaping.
Material choice does not stay on the drawing as a simple note. It starts shaping die decisions, revision risk, and what a supplier needs to build or modify before production can move.
Material choice shapes performance, but tooling decides whether the profile can be made cleanly and repeated reliably. An aluminum extrusion die is the thick steel disk that contains the profile opening, and sources from Gabrian and Gemini note that these dies are commonly made from H13 steel and may work under loads up to 15,000 tons. That is why die questions should be settled before a quote turns into a launch plan.
A new die is usually required when the cross-section is truly unique. Gabrian states that every unique extrusion shape needs its own die. The same is generally true when a design shifts from a simple solid section to a hollow or semi-hollow profile, because the tooling stack changes with it. A brand-new tool is also the safer path when the drawing includes new internal voids, major size changes, or geometry that no existing profile can match.
An existing die might still be revised in narrower cases. Reference material on die maintenance and rework shows that suppliers may correct bearings, re-polish surfaces, or make limited adjustments during trial runs. Those early revisions are far easier than late design changes, because once machining, heat treatment, nitriding, and first-run validation have happened, rework can force another approval loop.
Not all profiles ask the same from tooling. Solid shapes are typically the simplest and most cost-effective. Hollow sections need a mandrel and die cap. Semi-hollow shapes can require extra strengthening around narrow tongue areas, which raises risk and design effort. Complex internal geometry, visible cosmetic surfaces, larger profile sizes, harder alloys, and tighter tolerance demands all add pressure to the tooling decision.
In plain terms, the die never works alone. The main aluminium extrusion tool is supported by backers, bolsters, and sometimes sub-bolsters so the stack stays aligned under load. More demanding profiles often need more elaborate aluminium extrusion dies and support tooling to manage flow, wear, and dimensional control.
| Tooling route | Best fit | What the supplier typically does | Main advantage | Main watchout |
|---|---|---|---|---|
| Use an existing profile | The required cross-section already exists | Run with an available die and matching tool stack | Fastest startup and lowest upfront tooling commitment | Profile, finish, tolerance, or ownership terms may not match your needs exactly |
| Revise an existing die | Minor corrections or first-trial adjustments are feasible | Re-polish, correct bearings, or rework selected areas, then validate again | Lower cost and less disruption than full replacement, when feasible | Not every geometry change can be revised safely or economically |
| Create a new die | A unique section or major geometry shift is required | Design, machine, heat-treat, harden, trial extrude, and adjust | Full profile freedom and better fit to the actual application | Longest approval path and the highest tooling commitment |
The tooling cost breakdown for custom work usually covers die design, machining, surface hardening, trial extrusion, adjustment, and some level of maintenance planning. The commercial terms matter just as much as the engineering.
Those answers do more than prevent tooling surprises. They shape everything that happens after the drawing is submitted, from feasibility review and sampling to final production release.
A drawing does not go straight to the press. It enters a review path that checks feasibility, pricing, tooling, approvals, and release planning. For buyers of custom aluminium extrusions, this is where small information gaps can quietly turn into long delays.
The first check is simple but important: can the profile actually be made on that supplier's equipment, and is the drawing complete enough to quote? In Profile Precision Extrusions' RFQ tips, the details that help move a quote forward include a dimensioned print, critical dimensions and tolerances, alloy and temper, cut lengths, exposed cosmetic surfaces, fabrication prints, finish specifications, quantity, packaging requirements, and the end use. The same source notes that simple designs may be quoted within 24 hours, while more complex requests can take about 72 hours when the file package is complete.
Samples matter most when the profile is new, the finish is visible, or the part must mate with other components. A SinoExtrud buying process overview notes that buyers often request a sample or prototype before mass production, especially for custom or complex profiles. For custom aluminum products, that sample is where the drawing meets real fit, handling, and appearance.
Do not approve a sample by dimensions alone if the part has cosmetic faces, mating parts, or later machining.
Timing usually becomes firmer only after tooling approval. A SinoExtrud lead time guide places many custom jobs in roughly a 6 to 12 week window after tooling approval, with backlog, finishing, and complexity shifting the schedule.
Most delays are not dramatic production failures. They come from unresolved questions in the file set:
In the aluminum extrusions process, unclear approvals often slow production more than the press itself.
That is why experienced buyers treat the quote package as a production package in miniature. Clean information shortens the approval loop. And because finish and secondary operations affect both appearance and schedule, those choices are best locked in during quoting rather than added later.

Quote delays often start where the drawing gets vague: finish, cutting, and secondary work. That matters because the surface treatment is not just about looks. It changes corrosion resistance, wear, color consistency, and how safely the part can move through later machining. For custom aluminium extrusions, an anodized aluminum extrusion and a powder-coated part should not be quoted as if they follow the same path.
OD Metals describes anodizing as a process that builds a protective oxide layer, improving durability and corrosion resistance, while powder coating creates a hard surface with strong color choice and resistance to fading, chipping, and abrasion. Mechanical finishes such as brushing, polishing, and sandblasting change texture and appearance. Those differences affect end use, visible faces, and inspection criteria, so finish should be defined in the RFQ, not patched in after approval.
If you need a quick reference for finish ranges on architectural and industrial profiles, the Shengxin Aluminium catalog can be a practical screening tool. It helps buyers compare anodized options and profile families before locking a final specification.
| Finish path | Visual goal | Durability priority | When fabrication details should be locked |
|---|---|---|---|
| Anodizing | Clean metallic appearance for visible architectural or industrial parts | Higher corrosion resistance and added surface durability | Before quoting, especially if cosmetic faces, cut edges, or drilled features matter |
| Powder coating | Broader color range and a more uniform coated look | Hard surface with resistance to fading, chipping, and abrasion | Before quoting color, masking needs, and fit-sensitive areas |
| Mechanical finish | Brushed, polished, or textured surface | Mainly appearance and tactile texture | Before quoting exposed faces, texture direction, and handling requirements |
| Machining-heavy route plus finish | Function-first parts with holes, threads, notches, or custom cuts | Depends on the finish selected after final geometry is confirmed | At RFQ stage, so cutting, deburring, and finishing are planned together |
If the job needs anodized extruded aluminum on visible faces, say so before the first quote. That one note can change both inspection standards and the production sequence.
Precision Steel lists common aluminum extrusion fabrication steps such as round or square holes, chamfered edges, milling, drilling, tapping, straight and mitered cuts, notching, laser etching, powder coating, welding, and final assembly. That range is exactly why aluminium extrusion fabrication should be scoped early. A custom cut aluminum extrusion may look simple on paper, but the quote still needs cut style, deburring expectations, hole locations, and whether finishing happens in the same production path.
In practice, aluminium extrusion fabrication saves time when machining and finishing are planned together instead of being added after approval.
Small omissions here are rarely small later. They usually come back as quote gaps, revised drawings, and approval loops, which is where many preventable sourcing mistakes begin.
Those late-stage finish changes and surprise revisions usually start much earlier, at the RFQ itself. A quote can only be as clean as the information behind it. For buyers of custom aluminium extrusions, a few avoidable mistakes tend to create the same problems over and over: slow quoting, rework, and misleading pricing.
MMG's design-mistakes guide flags several recurring problems at the drawing stage, including missing product requirements, non-symmetrical shapes, over-specified tolerances, and incorrect tolerance notation. In practice, the biggest early mistake is sending geometry without enough context. A 2D drawing alone does not explain where the part will be used, which faces are cosmetic, or what really matters in assembly.
Cost confusion often starts here too. SinoExtrud's pricing guide breaks custom aluminum extrusion cost into raw material, tooling, processing, finishing, logistics, and order volume. That means a drawing that changes late, especially after finish or machining is added, can change the real aluminum extrusion cost much more than buyers expect.
If the goal is only to get a cheap aluminum extrusion quote, it is easy to compare numbers that are not truly comparable. One quote may include anodizing, deburring, and packaging. Another may not.
Approval ownership is another common blind spot. If engineering, purchasing, quality, and the end customer do not agree on who signs off samples, visible finishes, or packaging, the job can stall after quoting. KIMSEN's RFQ checklist also highlights sample flow and packaging standards for damage-sensitive profiles, a useful reminder for any cosmetic part.
A supplier that answers this package clearly is already telling you something important, and that makes the next comparison step far more useful.

A supplier that answers your RFQ clearly is already giving you data. If you are comparing custom aluminum extrusions suppliers and still asking where to buy extruded aluminum, start by scoring evidence instead of collecting the longest company list. The strongest custom aluminum extrusion suppliers make it easy to verify capability, finish support, fabrication scope, and approval process before price becomes the deciding factor.
The Custom Profiles checklist and guidance from Changyin point buyers toward the same basics: confirm alloy and finish options, required lengths, quantity, further fabrication, packaging, quality control, and communication quality. Many custom aluminum extrusion companies look similar on a homepage. The differences show up when you ask for sample flow, inspection detail, and how problems are handled.
| Evaluation area | What to verify | Useful evidence | Why it matters |
|---|---|---|---|
| Extrusion capability | Standard profiles, custom profiles, and application range | Catalog categories, past projects, stated industries served | Shows whether the supplier fits architectural, industrial, or mixed-use work |
| Alloy and temper coverage | Whether material options match the job | Clear material notes and application guidance | Avoids choosing a supplier whose strengths do not match the part |
| Finishing support | Anodizing, powder coating, or mill-finish coordination | Finish pages, sample photos, finish specifications | Cosmetic and corrosion requirements often decide real fit |
| Fabrication options | Cutting, drilling, tapping, machining, assembly | In-house service list and fabrication drawings support | Reduces handoff risk after extrusion |
| Communication quality | How clearly questions are answered | Fast, specific RFQ replies and willingness to clarify details | Good communication shortens approval loops |
| Sample approval process | Whether samples can be reviewed for dimensions and finish | Documented sample route and inspection checkpoints | Helps catch issues before production release |
| Die policy | Ownership, storage, maintenance, replacement terms | Quoted tooling terms and revision rules | Prevents commercial surprises later |
| Packaging and logistics | Pack limits, stockholding, shipment readiness | Packaging notes and supply planning options | Important for cosmetic parts and repeat releases |
A catalog should narrow the field, not close the deal by itself. The Shengxin Aluminium catalog is one practical example because it helps buyers screen profile families for architectural and industrial use, along with finish-oriented options tied to durability and appearance. That makes it useful when a project may range from building facades to machinery parts. The broader Shengxin guide also highlights a smart screening idea: check whether a supplier clearly separates standard profiles from custom work and shows where each fits, such as construction, transportation, industrial frameworks, or electronics.
For an aluminum profile manufacturer, a helpful catalog should also show whether finishing and machining are part of the real offer, not just an afterthought.
The better shortlist usually belongs to the buyer who compares the same criteria across every candidate. That is especially true because many custom aluminum extrusion companies can quote a profile, but fewer can guide alloy choice, sample review, finishing, packaging, and repeat supply with the same clarity.
When two quotes look close, the safer choice is usually the supplier whose catalog, answers, and approval path leave the fewest unanswered questions.
Custom aluminium extrusions are long aluminum profiles made through a die shaped for a specific application rather than chosen from a standard catalog alone. They are useful when one profile needs to handle fit, mounting, appearance, and repeatable production at the same time. In many projects, a well-designed custom section can reduce extra brackets, welding, or secondary assembly steps.
Start with the end use, not the drawing alone. A stock profile is usually the best fit when timing is tight, geometry is simple, and avoiding tooling matters most. A modified near match works well when a standard section is close and the remaining differences can be handled through cutting, drilling, or machining. A fully custom extrusion makes more sense when the cross-section itself drives performance, appearance, or long-run production efficiency.
Not always, but every truly unique cross-section usually needs its own die. If the requested change is small, a supplier may be able to revise or tune an existing tool during early development. That is why buyers should ask about die ownership, maintenance, storage, revision limits, and replacement responsibility before approving tooling.
It depends on what the part must do after extrusion. 6061 is commonly chosen when strength, stiffness, and machining performance are more important. 6063 is often preferred for visible profiles because it typically offers a cleaner surface appearance, strong corrosion resistance, and good suitability for more refined shapes. Temper selection then adjusts the balance between higher strength and easier dimensional control.
Cost is shaped by more than the profile shape alone. Tooling, alloy and temper, finishing, fabrication steps, order volume, packaging, and logistics all influence the final number. Before asking for quotes, lock in the latest drawing, critical tolerances, finish expectations, and secondary operations so suppliers are pricing the same scope. If finish choices are still open, reviewing supplier catalogs such as Shengxin Aluminium can help you narrow anodized and fabricated profile options for architectural or industrial use before the RFQ goes out.




 Onlineservice
Onlineservice 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 Deutsch
Deutsch English
English français
français русский
русский español
español português
português العربية
العربية ไทย
ไทย Việt
Việt Українська
Українська