When your electronic device stays cool under pressure, there's a good chance an aluminum heat sink is doing the heavy lifting. But what exactly are aluminum heat sink extrusions, and why have they become the go-to solution for thermal management across countless industries?
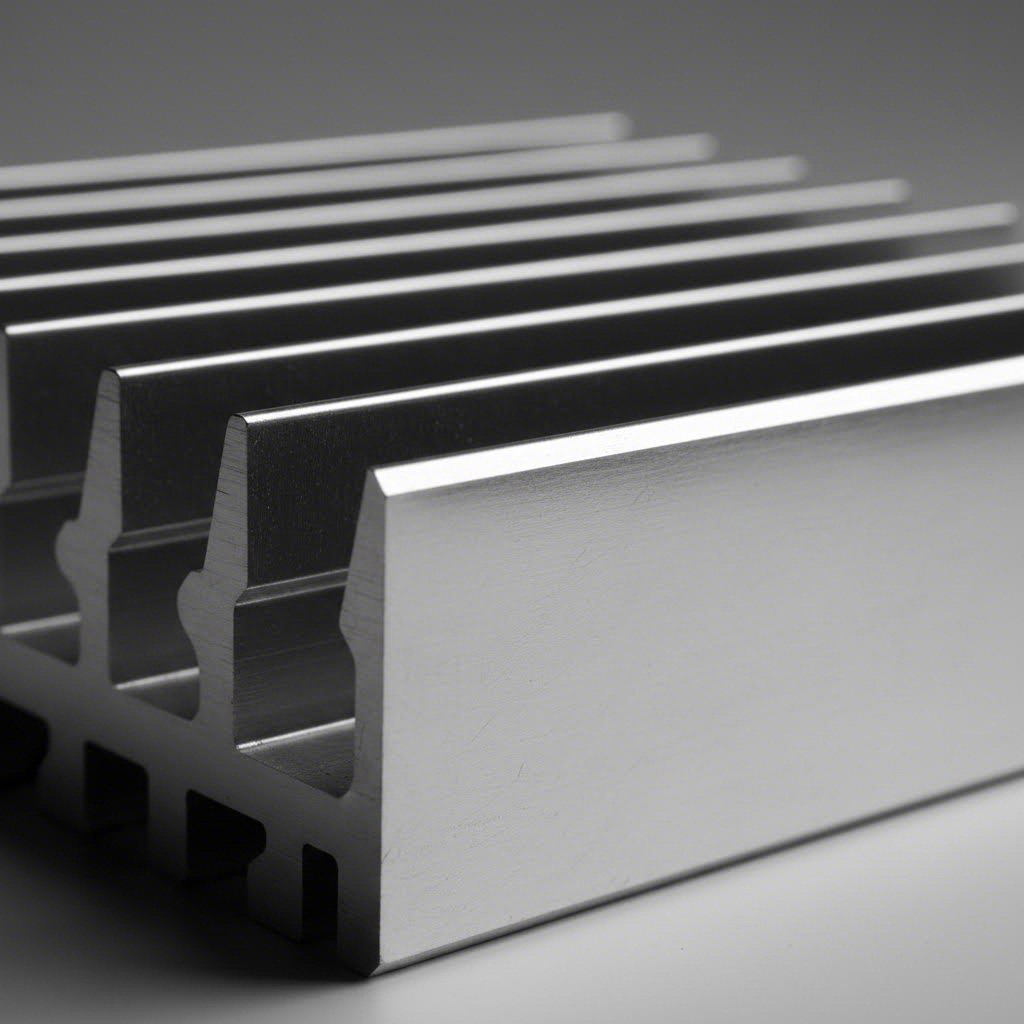
At its core, an aluminum heat sink extrusion is a thermal management component created by forcing heated aluminum alloy through a shaped die. Imagine squeezing toothpaste through a nozzle—except here, the result is a precisely engineered profile with fins and channels designed to pull heat away from sensitive components. This process creates the characteristic finned structures you'll find cooling everything from LED lights to power electronics.
So why does extrusion dominate the heat sink market? The answer lies in its unique combination of efficiency and versatility. Unlike machining (which removes material) or die casting (which uses molds), extrusion shapes the entire cross-section in a single operation. This means complex fin geometries that would be prohibitively expensive to machine can be produced cost-effectively at scale.
Extrusion stands as the most cost-effective manufacturing method for medium-to-high volume heat sink production, offering 30-60% cost savings compared to machining while maintaining excellent thermal performance.
The process also delivers remarkable consistency. Once the die is created, every extruded heatsink maintains identical dimensions and thermal properties—critical when you're producing thousands of units that must perform identically.
Why aluminum specifically? The physics make a compelling case. Heat dissipation relies on a material's ability to conduct thermal energy away from a heat source and release it into the surrounding environment. Aluminum delivers a thermal conductivity of approximately 200-237 W/m·K for common alloys like 6063, making it an exceptional heat dissipator.
But thermal conductivity is only part of the story. Consider these advantages that make aluminum the preferred choice:
A quick note on terminology: you'll encounter both "heat sink" (two words) and "heatsink" (one word) in technical literature—they mean the same thing. Similarly, "aluminum" (American English) and "aluminium" (British English) refer to identical material. Whether you're searching for an aluminum heat sink or an aluminium heatsink, you're looking at the same proven thermal solution.
Ever wondered how those intricate fin patterns on your heat sink come to life? The heat sink extrusion process transforms raw aluminum into precisely engineered thermal management components through a carefully orchestrated sequence of steps. Understanding this process helps you appreciate why certain design choices matter—and what limitations you'll need to work within.
The journey from raw aluminum to a finished extruded heat sink follows a specific sequence, with each step directly influencing thermal performance. Here's how the process unfolds:
What separates a high-performance heatsink extrusion profile from a mediocre one often comes down to process control. Three parameters demand particular attention:
Die Design: The extrusion die is where engineering meets reality. Die designers must balance thermal performance goals against manufacturability. Complex fin geometries with thin walls and tight spacing require sophisticated die construction—and not every design is achievable. A well-designed die ensures consistent material flow, preventing variations in fin thickness that could create thermal hotspots.
Extrusion Temperature and Speed: These variables work together to determine material flow behavior. Higher temperatures improve flow into intricate fin structures but increase the risk of surface defects. Slower extrusion speeds provide better dimensional control but reduce production efficiency. Finding the optimal balance requires experience and careful process monitoring.
Design Constraints Engineers Must Understand: The extrusion process imposes practical limitations that affect thermal design. Typical constraints include:
These constraints don't represent failures of the process—they reflect the physics of forcing semi-solid metal through complex die geometries. Working within these boundaries, rather than fighting them, leads to more manufacturable and cost-effective extruded heat sink designs.
Understanding these manufacturing realities positions you to make informed decisions when selecting alloys—a choice that significantly impacts both manufacturability and thermal performance.
Here's a question most thermal engineers eventually face: which aluminum alloy should you specify for your heat sink design? The answer isn't as straightforward as picking the one with the highest thermal conductivity. Your alloy choice directly influences what fin geometries are achievable, how thin your walls can go, and ultimately what you'll pay per unit.
When selecting aluminum heat sink material, you're essentially balancing three competing priorities: thermal performance, manufacturability, and mechanical strength. Let's break down how the most common alloys stack up—and when each one makes sense.
If you're designing an aluminum heatsink with intricate fin structures, 6063 aluminum should be your starting point. This alloy dominates the extruded aluminum heat sink material market for good reason: it flows exceptionally well through complex dies.
What makes 6063 special? Its chemical composition—containing approximately 0.4% silicon and 0.7% magnesium—creates an alloy that's almost tailor-made for extrusion. The result is:
For LED lighting fixtures, consumer electronics, and telecommunications equipment where thermal efficiency and appearance both matter, 6063 is typically the optimal choice. Its lower cost and wider availability also mean smaller minimum order quantities and faster lead times.
Choosing between alloys means understanding what you're gaining—and sacrificing—with each option. Here's how the three most common aluminium heat sink alloys compare across key performance metrics:
| Property | 6060 Aluminum | 6063 Aluminum | 6061 Aluminum |
|---|---|---|---|
| Thermal Conductivity | ~200 W/m·K | 200 W/m·K | 170 W/m·K |
| Extrudability Rating | Excellent | Excellent | Good |
| Tensile Strength (T6) | ~190 MPa | 241 MPa | 310 MPa |
| Max Fin Aspect Ratio | 10:1 | 8:1 to 10:1 | 6:1 to 8:1 |
| Minimum Wall Thickness | 0.8-1.0 mm | 1.0-1.2 mm | 1.2-1.5 mm |
| Typical Applications | Architectural, low-stress heat sinks | LED fixtures, electronics cooling, telecom | Structural, high-load, industrial |
| Relative Cost | Low | Low-Medium | Medium-High |
Notice the trade-off pattern? Higher mechanical strength in 6061 comes at the expense of thermal conductivity and extrudability. That 30% increase in tensile strength means the alloy resists flow through intricate die geometries, limiting how thin and tall your fins can be.
When does 6061 make sense? Consider this alloy when your heat sink must handle significant mechanical loads—mounting heavy components, withstanding vibration in automotive applications, or serving as a structural element. The reduced thermal conductivity (170 W/m·K versus 200 W/m·K) can often be offset by increasing surface area or adding forced airflow.
What about 6060? This European-favored alloy offers similar thermal properties to 6063 with slightly better extrudability, making it suitable for very thin-walled profiles. However, its lower mechanical strength limits applications where the heat sink bears structural loads.
How alloy choice affects your design freedom:
The bottom line? Start with 6063 unless your application specifically demands higher mechanical strength or better machinability. Its combination of thermal performance, extrudability, and cost-effectiveness makes it the workhorse of the aluminum heatsink industry. Understanding these material trade-offs prepares you for the next critical design decision: optimizing fin geometry for maximum thermal performance.
You've selected your alloy and understand the extrusion process—but here's where the real engineering begins. The geometry of your heat sink fins determines whether your thermal solution merely works or truly excels. Yet this critical relationship between fin design and thermal performance remains surprisingly underexplained in most technical resources.
Why does fin geometry matter so much? Because every geometric parameter you adjust creates a cascade of trade-offs affecting heat transfer, airflow resistance, and manufacturability. Getting these relationships right means the difference between a finned heatsink that keeps components running cool and one that falls short under real-world conditions.
Think of your finned heat sink as a system of trade-offs rather than a collection of independent dimensions. Each parameter you adjust affects the others—and understanding these interactions helps you make informed design decisions.
The key geometric parameters defining any aluminum heat sink fins design include:
Here's where it gets interesting: increasing fin height adds surface area for heat dissipation, but taller fins also create longer conductive paths. According to thermal engineering research, tall, thin fins develop greater temperature differences between base and tip, reducing what engineers call "fin efficiency." The fin may have impressive surface area, but if heat can't conduct effectively to the tip, that area isn't working as hard as it could.
The fin parameter—a dimensionless value combining heat transfer coefficient, fin geometry, and material conductivity—captures this relationship mathematically. Higher fin parameters indicate designs where heat flows efficiently from base to tip. But pushing fin height too far without compensating thickness reduces this efficiency, especially in forced convection applications where strong airflow can remove heat faster than conduction can replace it.
Fin spacing presents its own balancing act. Closely spaced fins dramatically increase surface area within a given footprint. When you need a heat sink big enough to handle substantial thermal loads but constrained by available space, dense fin arrangements seem attractive. However, tight spacing increases pressure drop—the resistance air encounters flowing between fins.
Research from MIT's thermal analysis studies demonstrates that fin spacing significantly affects airflow behavior. In forced convection scenarios with fans or blowers, closely spaced fins can actually reduce cooling performance because less air volume passes through the channels. The fins may touch more air per unit area, but that air moves slower and carries away less heat.
For natural convection—passive cooling without fans—the trade-offs shift dramatically. Wider fin spacing becomes essential because buoyancy-driven airflow is far weaker than forced convection. Fins spaced too closely create excessive flow resistance, essentially choking off the natural convection currents that remove heat. This explains why natural convection heat sinks typically feature fewer, more widely spaced fins compared to their forced-convection counterparts.
Knowing what you want thermally is one thing—achieving it through extrusion is another. The physics of forcing semi-solid aluminum through steel dies imposes practical boundaries on your design ambitions.
Fin aspect ratio—the relationship between fin height and the gap between fins—serves as the primary manufacturability constraint. Standard aluminum extrusions typically achieve aspect ratios of 8:1 to 10:1. This means for every 1mm of fin spacing, you can reliably produce fins up to 8-10mm tall.
Why does this limit exist? During extrusion, aluminum must flow uniformly through the die opening. Tall, closely spaced fins require the metal to travel through narrow, deep channels in the die. Beyond certain aspect ratios, material flow becomes uneven—fins may not fill completely, or thickness variations appear along the fin height. Die wear accelerates, and rejection rates climb.
For applications demanding higher fin densities, alternative manufacturing methods enter the picture. Skived heat sinks can achieve aspect ratios exceeding 20:1 by slicing fins from solid blocks rather than extruding them. Cold forging, as manufacturing studies indicate, reaches aspect ratios up to 25:1 with superior dimensional consistency. When you absolutely need a heat sink big enough for high-power applications but space-constrained, these alternatives merit consideration despite higher costs.
Practical design guidance for extrusion-based heat sink fins:
The Reynolds number—characterizing airflow behavior through fin channels—helps predict whether your design will perform as intended. Lower Reynolds numbers (laminar flow) provide more predictable heat transfer but less mixing. Higher values (transitional or turbulent flow) increase convective efficiency but require more fan power to maintain.
Interestingly, thermal performance research reveals that under unducted, laminar flow conditions, differences between various heat sink geometries may be less dramatic than expected. This suggests that for space-constrained applications with modest airflow, engineers may have more flexibility to prioritize manufacturability over theoretical optimization—smaller heat sinks can sometimes match larger ones' performance when airflow conditions limit thermal transfer anyway.
With fin geometry fundamentals established, the question becomes: how do extruded heat sinks compare against other manufacturing approaches when your thermal requirements push beyond standard extrusion capabilities?
So you've optimized your fin geometry and selected the right alloy—but is extrusion actually the best manufacturing method for your application? This question matters more than many engineers realize. Choosing the wrong manufacturing process can mean overpaying for unnecessary precision or, worse, ending up with a heat sink that can't handle your thermal loads.
The truth is, extruded aluminum heat sink profiles dominate the market for good reasons, but they're not universally superior. Each manufacturing method occupies a specific niche where it outperforms alternatives. Understanding these trade-offs helps you make decisions based on your actual requirements rather than assumptions.
This comparison comes up frequently because both methods serve high-volume production. Yet the differences between extruded and die-cast heat sinks extend far beyond manufacturing techniques.
Thermal Performance Gap: According to thermal engineering research, extruded aluminum heatsink designs deliver 23-53% better cooling than die-cast alternatives. Why such a significant difference? Extrusions produce clean, dense fin structures with no porosity—the microscopic air pockets that plague die-cast parts. These voids act as thermal insulators, reducing the effective thermal conductivity of the material.
Die-cast alloys also differ chemically from extrusion alloys. The aluminum-silicon compositions optimized for casting flow don't conduct heat as efficiently as the 6063 alloys preferred for extrusion. When thermal performance is critical, this material difference compounds the porosity disadvantage.
Cost Structure Differences: Die-casting requires expensive steel molds that can cost thousands of dollars and take weeks to produce. Extrusion dies cost a fraction of that amount and can be ready much faster. However, once you've amortized that mold investment across very high volumes, die-cast per-part costs can drop below extrusion.
The breakeven point typically falls somewhere between 10,000 and 50,000 units, depending on complexity. Below that volume, extrusion almost always wins economically. Above it, die-casting becomes competitive—but remember, you're trading thermal performance for that cost savings.
Design Flexibility: Die-casting excels at complex three-dimensional shapes. If you need integrated mounting bosses, curved surfaces, or features that would require secondary machining on an extruded part, casting can produce them directly. This advantage disappears for simple fin geometries where extrusion's linear profiles work perfectly.
Extrusion isn't always the answer. Here's when other manufacturing methods genuinely outperform extruded heat sink profiles:
Skived Heat Sinks: When you need fin densities that extrusion simply cannot achieve, skiving becomes essential. This process slices fins directly from a solid copper or aluminum block, achieving aspect ratios exceeding 20:1—double what standard extrusion permits. According to thermal performance studies, skived designs can provide more than triple the surface area within the same footprint.
The catch? Skiving costs significantly more per unit and works best with copper, which adds material expense. Reserve this method for high-power applications—EV battery cooling, 5G base stations, power inverters—where thermal performance justifies the premium.
Bonded Fin Heat Sinks: For very large heat sinks exceeding standard extrusion press capacities, bonded fin construction offers a practical solution. Individual fins attach to a separate base plate through brazing, soldering, or adhesive bonding. This approach enables virtually unlimited size and allows mixing materials—aluminum fins on copper bases, for instance.
The thermal penalty? Every bonded joint introduces interface resistance. The connection between fin and base, no matter how well-executed, can't match the seamless thermal path of a monolithic extrusion. Bonded fin designs suit applications where size requirements override thermal optimization.
Stamped Heat Sinks: When budget constraints dominate and thermal loads remain modest, stamping offers the lowest per-part cost for high volumes. Thin aluminum sheets are pressed into finned shapes quickly and inexpensively. Consumer electronics with moderate heat dissipation needs often use stamped heat sinks.
The trade-off is clear: stamped designs lack the fin density and base thickness that enable serious heat dissipation. They're "good enough" solutions for applications where thermal management isn't the primary engineering challenge.
The following comparison table summarizes how each manufacturing method stacks up across key decision factors:
| Manufacturing Method | Thermal Performance | Low Volume Cost | High Volume Cost | Design Flexibility | Typical Applications | Lead Time |
|---|---|---|---|---|---|---|
| Extruded | Excellent | Low | Low-Medium | Good (2D profiles) | LED lighting, power supplies, telecom, general electronics | 2-4 weeks |
| Die-Cast | Moderate (23-53% lower) | Very High | Low | Excellent (3D shapes) | Automotive housings, complex enclosures, high-volume consumer | 6-10 weeks |
| Skived | Superior (highest fin density) | High | Medium-High | Limited (straight fins) | EV power electronics, 5G equipment, high-performance computing | 3-5 weeks |
| Bonded Fin | Good (interface resistance) | Medium-High | Medium | Excellent (any size) | Large industrial equipment, power inverters, custom solutions | 4-6 weeks |
| Stamped | Basic | Very Low | Very Low | Limited (thin material) | Low-power consumer electronics, cost-sensitive applications | 2-3 weeks |
Making Your Decision: For most applications, extruded aluminum heat sink designs represent the optimal balance of performance, cost, and lead time. They should be your default choice unless specific requirements push you toward alternatives.
Consider skiving when thermal loads exceed what extrusion geometry can handle. Choose die-casting when volumes are massive and complex 3D shapes would otherwise require extensive machining. Select bonded fin construction when size requirements exceed extrusion capabilities. And reserve stamping for budget-constrained applications where thermal management plays a supporting role rather than a starring one.
This manufacturing method decision sets the stage for your next consideration: matching heat sink selection to specific application requirements across different industries.

You've got the manufacturing method sorted and understand the thermal fundamentals—but here's where theory meets reality. Different industries impose vastly different demands on heatsinks, and selecting the right solution means understanding what your specific application actually requires.
Why does application context matter so much? Because an aluminum heatsink that performs flawlessly in an LED fixture might fail spectacularly in an automotive power module. Ambient temperatures, vibration profiles, space constraints, and reliability expectations vary dramatically across industries. Let's break down what each major application sector demands.
LED lighting represents one of the largest markets for aluminum heatsinks, and for good reason. LEDs convert only 20-40% of electrical energy into light—the rest becomes heat that must be managed to prevent premature failure and color shift.
What makes LED applications unique?
For most commercial LED applications, standard extruded profiles work exceptionally well. Established manufacturers maintain portfolios of 1,000+ heat sink profiles specifically optimized for LED thermal loads ranging from 10W to 200W. These off-the-shelf solutions dramatically reduce development time and cost compared to custom designs.
When to go custom: Architectural lighting with unusual form factors, high-bay industrial fixtures exceeding 300W, or applications requiring specific mounting configurations often justify custom extrusion development.
Power electronics—inverters, motor drives, power supplies—generate substantial heat in compact spaces. These applications push heat sink requirements to entirely different levels than consumer electronics.
The growing EV market has transformed demand for large heat sink solutions. Power electronics in electric vehicles—inverters, DC-DC converters, onboard chargers—generate thermal loads that dwarf traditional automotive electronics. According to industry analysis, automotive applications require heat sinks capable of withstanding extreme conditions including vibration and wide temperature ranges.
Renewable energy inverters present similar challenges. Solar and wind installations deploy large industrial heat sink designs rated for 25+ year service life in harsh outdoor environments. These applications favor robust extruded profiles with proven long-term reliability over cutting-edge but unproven alternatives.
Additional industry requirements:
One of the most practical decisions you'll face: should you select from existing profiles or develop a custom extrusion?
Standard profiles make sense when:
Custom extrusions become worthwhile when:
The good news? Most established aluminum heatsink suppliers maintain extensive standard profile catalogs covering the vast majority of application requirements. Starting with these proven designs, then evaluating custom development only when standard options genuinely fall short, represents the most practical approach for most engineering teams.
With application requirements defined, the next consideration becomes equally practical: what dimensional tolerances and surface specifications will your design require?
You've selected your alloy, optimized fin geometry, and identified the right manufacturing method—but here's a detail that can make or break your thermal solution: dimensional tolerances. A heatsink profile that looks perfect on paper can underperform dramatically if critical dimensions fall outside acceptable ranges.
Why do tolerances matter so much for thermal management? Because heat transfer between your component and the heat sink depends entirely on intimate surface contact. Air gaps—even microscopic ones—act as thermal insulators. The flatness of your mounting surface, the precision of hole locations, and the consistency of overall dimensions all affect whether heat flows efficiently or gets trapped at the interface.
Aluminum extrusion offers impressive dimensional consistency, but it's not precision machining. Understanding what tolerances are achievable—and what they'll cost—helps you specify appropriately for your application.
According to international standards such as UNI EN 755-9, extruded heatsink profiles have specific dimensional precision limits. These standards govern what you can expect from an as-extruded profile before any secondary machining.
Here's the reality: often, the dimensional tolerances obtainable by extrusion alone aren't sufficient for demanding thermal applications. The flatness and roughness of interface surfaces may be too coarse for proper coupling with electronic components, or dimensions may lack the precision needed for accurate assembly with enclosures and mounting hardware.
Critical dimensions requiring tight tolerance control:
For heatsink aluminium applications where as-extruded tolerances fall short, CNC machining becomes necessary. Modern machining centers can achieve flatness specifications and surface roughness values that extrusion simply cannot match. The trade-off? Additional processing time and cost.
The tolerance-cost relationship: This is worth understanding clearly. As thermal engineering guidelines emphasize, both the functionality of the piece and its cost depend on the tolerance range specified. The tolerance set for machining should be restricted as much as necessary for functionality—no more.
Specifying tighter tolerances than your application actually requires wastes money. Every additional decimal point of precision increases machining time, requires more sophisticated equipment, and raises rejection rates. For alu heatsink applications, identify which dimensions are truly critical for thermal performance and specify accordingly.
For dimensions where specific tolerances aren't called out, manufacturers typically reference general tolerance standards. Many thermal solution providers apply tolerances defined by standards such as UNI EN 22768-mK, which provides reasonable precision for non-critical features while controlling costs.
Surface finish affects both thermal performance and aesthetics—but for heat sink applications, thermal contact is the priority. The interface between your heatsink profile and the heat-generating component determines how efficiently thermal energy transfers.
Imagine pressing two surfaces together. At the microscopic level, even "flat" surfaces touch only at scattered high points, with air filling the gaps between. Smoother surfaces have more contact points, reducing the air gap percentage and improving thermal conductivity across the interface.
How surface finish affects thermal interface material selection:
Rougher surfaces require thicker thermal interface materials (TIMs) to fill the gaps—but thicker TIM layers add thermal resistance. Smoother mounting surfaces allow thinner TIM applications, improving overall thermal performance. This relationship means your surface finish specification directly influences your TIM selection and, ultimately, your thermal budget.
Common surface finish options for heatsink profiles:
For high-power applications where every degree matters, specifying machined mounting surfaces with controlled flatness provides the best thermal contact. The additional machining cost is typically justified by improved thermal performance and reduced TIM requirements.
Practical specification guidance:
When preparing your heatsink aluminium specifications, focus machining efforts where they matter most. The mounting surface—where heat enters the heat sink—deserves tight flatness and finish specifications. Fin surfaces and non-contact areas can typically accept as-extruded tolerances without thermal penalty.
This targeted approach keeps costs reasonable while ensuring thermal performance meets requirements. Remember: the goal isn't the tightest possible tolerances everywhere—it's the right tolerances in the right places.
With dimensional specifications defined, the next step involves selecting surface treatments and secondary processing options that enhance both performance and durability.
Your aluminum extrusion heat sink has the right alloy, optimized fin geometry, and proper tolerances—but the journey from raw extrusion to finished thermal solution isn't complete. Surface treatments and secondary machining transform a basic extruded profile into a ready-to-install component that performs reliably for years.
Why do these finishing steps matter so much? Because they address two critical concerns: thermal performance enhancement and long-term durability. The right surface treatment can boost heat dissipation by 30-40%, while precision machining ensures your extruded heatsink integrates seamlessly with your assembly. Let's explore how each processing option contributes to your final product.
Here's a thermal fact that surprises many engineers: bare aluminum is actually a poor radiator of heat. Despite excellent thermal conductivity, polished aluminum reflects most infrared radiation rather than emitting it. This matters enormously in natural convection applications where radiation accounts for a significant portion of heat transfer.
Anodizing changes this equation dramatically. According to thermal engineering research, black anodized aluminum achieves thermal emissivity of 0.85-0.9 compared to just 0.1-0.2 for bare aluminum. That's a 4-9x improvement in radiation efficiency. For heatsink extrusions operating without fans—LED fixtures, passive electronics enclosures, outdoor equipment—this translates to measurable temperature reductions.
Real-world testing confirms these benefits. CNC machining facilities have measured 15-25°C temperature drops on LED driver housings after switching from bare aluminum to black anodized finishes. The micro-textured anodized surface also increases effective surface area for convective cooling, compounding the thermal advantage.
How anodizing works: The process electrochemically converts the aluminum surface into aluminum oxide—a hard, ceramic-like layer that's integral to the base metal rather than a coating sitting on top. This oxide layer can be dyed various colors, with black providing the highest emissivity improvement.
Common surface treatments for aluminium heatsink extrusion applications:
Choosing between anodizing types: Type II anodizing (12-25 μm coating) suits most electronics and LED applications at reasonable cost. Type III hard anodizing creates a 25-100 μm layer with ceramic-like hardness (400-600 HV) for extreme wear resistance—aerospace, military, and high-stress mechanical applications justify this premium option.
One consideration often overlooked: dimensional impact. Anodizing adds 12-25 μm per surface, with roughly half penetrating into the base aluminum. For precision fits, this means either adjusting machined dimensions beforehand or masking critical surfaces during treatment.
Raw extrusions rarely install directly into assemblies. Secondary machining operations transform heatsink extrusions into components ready for integration—adding mounting holes, creating precision surfaces, and enabling mechanical attachment.
Essential secondary machining operations include:
Why integrated processing capabilities matter:
Coordinating extrusion, machining, and surface treatment across multiple vendors creates headaches—miscommunication, tolerance stack-up, extended lead times, and quality inconsistencies. Manufacturers offering comprehensive deep processing capabilities streamline this complexity.
When a single facility handles everything from die development through mass production, several advantages emerge. Die designers can optimize profiles knowing exactly which secondary operations will follow. Machinists understand the material properties from extrusion. Surface treatment technicians know which features require masking. This integrated knowledge prevents the errors that plague multi-vendor supply chains.
For example, Shengxin Aluminium's processing services demonstrate this integrated approach—combining 35 extrusion presses (600T to 5500T capacity) with CNC machining centers for precise cutting, drilling, and bending, plus surface treatments including anodizing in custom colors, powder coating, and PVDF. This end-to-end capability means engineers can specify complete, ready-to-install heatsink extrusions rather than managing separate extrusion and finishing vendors.
Machining anodized surfaces: Sometimes secondary machining must occur after anodizing—adding features or correcting dimensions on finished parts. This is achievable with proper technique. Sharp carbide tools with flood coolant machine cleanly through anodized layers, though expect 20-30% shorter tool life due to the abrasive oxide coating. Reduce cutting speeds 10-15% compared to bare aluminum to minimize heat buildup and prevent edge chipping.
For logos, engraving, or decorative machining through black anodizing, the contrast between dark coating and bright aluminum substrate creates visually striking results. Many electronics manufacturers use this technique for branding on extruded heatsink enclosures.
Practical processing guidance:
When specifying surface treatments and machining, consider the sequence carefully. Generally, rough machining occurs before anodizing to establish major features, with precision operations on critical dimensions performed after treatment if needed. Mounting surfaces contacting thermal interface materials often benefit from post-anodizing machining to restore optimal flatness.
For threaded holes smaller than M6, masking during anodizing typically preserves thread engagement better than post-treatment tapping. Larger threads can be successfully tapped through anodized layers with appropriate tooling.
With surface treatments and secondary processing understood, the final consideration becomes practical: how do you specify and source custom heat sink extrusions that meet all your requirements?
You've mastered the fundamentals—alloy selection, fin geometry, manufacturing methods, tolerances, and surface treatments. Now comes the practical challenge that determines whether your thermal design succeeds: turning specifications into reality through the right manufacturing partner.
Why does sourcing strategy matter as much as technical design? Because even the most elegantly optimized heat sink extrusions mean nothing if your manufacturer can't execute them consistently, cost-effectively, and on schedule. The gap between what's theoretically possible and what's practically achievable depends entirely on who you partner with.
Before contacting heat sink manufacturers, you need a specification package that communicates your requirements clearly. Incomplete specifications lead to requotes, delays, and mismatched expectations. Here's the systematic approach that gets results:
According to thermal engineering best practices, your specification package should address: space available (width, length, height), power source wattage and size, airflow speed and direction, maximum operating temperature, local ambient temperature, preferred attachment method, thermal interface properties, and estimated annual usage with budget parameters.
What information accelerates the quotation process:
Not all aluminum heat sink suppliers are created equal. The difference between a capable partner and an inadequate one shows up in part quality, lead times, technical support, and total cost of ownership. Here's what to evaluate:
Extrusion press capacity range: This matters more than many engineers realize. Small precision profiles for electronics cooling require different press capabilities than large industrial heat sinks for power inverters. According to industry guidance, a reliable manufacturer should have a well-equipped facility with modern machinery and technology—the quality and precision of extruded profiles depend significantly on the equipment being used.
Look for manufacturers with press tonnage spanning your current and anticipated future needs. A facility operating presses from 600T to 5500T can handle everything from delicate heatsink heat sink profiles for consumer electronics to massive thermal solutions for EV power electronics and renewable energy systems. This range indicates both technical capability and flexibility to grow with your requirements.
In-house die development capability: Custom heat sink extrusions require custom dies—and die quality directly affects part quality. Manufacturers with in-house die design and fabrication offer several advantages:
Ask potential suppliers about their die development process, typical die life expectations, and how they handle die maintenance and replacement over production runs.
Technical support availability: The best heat sink manufacturers function as engineering partners, not just part suppliers. Evaluate whether they offer:
Integrated processing capabilities: As discussed in the previous section, manufacturers offering comprehensive services from die development through mass production eliminate supply chain complexity. When extrusion, CNC machining, and surface treatment happen under one roof, quality control improves and lead times shrink.
For example, Shengxin Aluminium exemplifies what to look for in a custom extrusion partner: 35 extrusion presses ranging from 600T to 5500T capacity, over 30 years of industry experience, in-house die development, CNC machining centers for secondary operations, and comprehensive surface treatment options including custom-color anodizing, powder coating, and PVDF. This end-to-end capability, combined with technical team support and factory-direct pricing, represents the integrated approach that simplifies sourcing while ensuring quality.
Quality control procedures: According to manufacturing best practices, quality control is crucial in aluminum extrusion. Reputable manufacturers perform quality checks at various stages of the extrusion process to ensure final products meet industry standards and your specifications. Look for ISO certification and ask about inspection protocols, measurement equipment, and defect tracking systems.
Pricing transparency: A transparent pricing structure is essential for a successful partnership. Ensure potential suppliers provide clear breakdowns including:
Be cautious of unusually low prices, as they may indicate compromises in quality or service. Factory-direct relationships with established manufacturers typically offer the best balance of competitive pricing and reliable quality.
Experience in your industry: Different industries have specific requirements and regulations. A manufacturer familiar with LED lighting applications understands lumen maintenance and color temperature concerns. One experienced in automotive knows about vibration testing and temperature cycling requirements. Ask for references and case studies relevant to your application sector.
Making your final decision:
The ideal manufacturing partner combines technical capability with responsive service and competitive economics. Prioritize experience, manufacturing capabilities, and quality control measures to ensure final products meet your specifications. Beyond technical factors, consider communication quality, responsiveness during the quotation process, and willingness to provide samples or prototypes.
Remember that heat sink extrusions often become long-term production items spanning multiple product generations. Investing time upfront to identify the right partner pays dividends through consistent quality, reliable delivery, and technical support when design requirements evolve. The goal isn't finding the cheapest quote—it's establishing a relationship with a capable manufacturer who becomes an extension of your engineering team.
6063 aluminum is the preferred choice for most heat sink applications due to its superior thermal conductivity (200 W/m·K), excellent extrudability, and ability to achieve complex fin geometries with higher aspect ratios. It allows thinner fins and tighter spacing compared to 6061, which offers better mechanical strength but lower thermal performance (170 W/m·K). Choose 6061 when structural loads or vibration resistance are critical requirements.
The manufacturing process involves heating aluminum billets to 400-500°C, then forcing the softened metal through a precision-machined steel die using hydraulic pressure. The extruded profile undergoes controlled cooling (quenching), stretching to relieve internal stresses and ensure flatness, precision cutting to length, and finishing operations like anodizing or CNC machining. Each step directly influences the final thermal performance and dimensional accuracy.
Standard aluminum extrusions typically achieve fin aspect ratios of 8:1 to 10:1 (height-to-gap ratio), with minimum fin thickness around 1.0-1.5mm depending on alloy selection. Wall thickness variations should remain within a 2:1 ratio for uniform material flow, and sharp internal corners require radii. For applications requiring higher fin densities, alternative methods like skiving (20:1+ aspect ratios) may be necessary.
Black anodizing increases surface emissivity from 0.1-0.2 (bare aluminum) to 0.85-0.9, dramatically improving radiation heat transfer—particularly important in natural convection applications. Testing shows 15-25°C temperature reductions on LED driver housings after black anodizing. The micro-textured surface also increases effective area for convective cooling while providing corrosion protection.
Custom extrusions become worthwhile when unique form factors or integration requirements exist, production volumes exceed 5,000-10,000 units annually, thermal optimization provides competitive advantage, or standard profiles require extensive secondary machining. Established manufacturers like Shengxin Aluminium offer comprehensive services from die development through mass production, with technical team support and factory-direct pricing for custom projects.




 Onlineservice
Onlineservice 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 Deutsch
Deutsch English
English français
français русский
русский español
español português
português العربية
العربية ไทย
ไทย Việt
Việt Українська
Українська