An aluminum extrusion profile is easier to understand when you picture a long, continuous shape created from one cross-section. That cross-section might become part of a window frame, a machine guard, an enclosure, or a structural member. In simple terms, the shape you see at the cut end is the shape repeated down the full length.
An aluminum extrusion profile is a length of aluminum formed when a heated billet is forced through a die, creating a consistent cross-section for industrial or architectural use.
That basic idea comes straight from the extrusion process described by MISUMI and American Douglas Metals. Depending on the die design, the result can be a solid, hollow, or semi-hollow section. This is why aluminum extrusion profiles appear in such different product categories, from clean architectural trim to rugged automation frames.
During aluminum profile extrusion, a billet is preheated so it becomes pliable while staying below its melting point. It is then pushed through a die that controls the final cross-section. After that, the extruded length may be cooled, stretched, cut, and heat treated to improve alignment and mechanical performance.
The reason this matters is consistency. If the die is correct and the process is controlled, manufacturers can produce long sections with repeatable geometry. That repeatability supports assembly, finishing, and downstream fabrication.
Not every catalog item represents the same level of completion. A raw profile is the basic extruded shape. A finished fabricated part is that shape after added work such as cutting, drilling, machining, or coating. A modular framing member is a profile designed specifically for system assembly, often with built-in slots or connection features.
That distinction prevents a common mistake: assuming a listed section is automatically ready for end use. In real projects, the cross-section drives fit, weight, finish potential, and assembly options. In other words, choosing the right aluminum extrusion profile starts with identifying the right profile family, because a framing system, an open channel, and an architectural section are not interchangeable even when they look similar at first glance.
One cross-section can look simple on paper and still belong to a very different product family in the market. That is why buyers usually sort by family before they worry about alloy, temper, machining, or finish. The same search may surface stock angles, machine framing, or aluminum window extrusion profiles, yet those results point to different use cases and different specification paths.
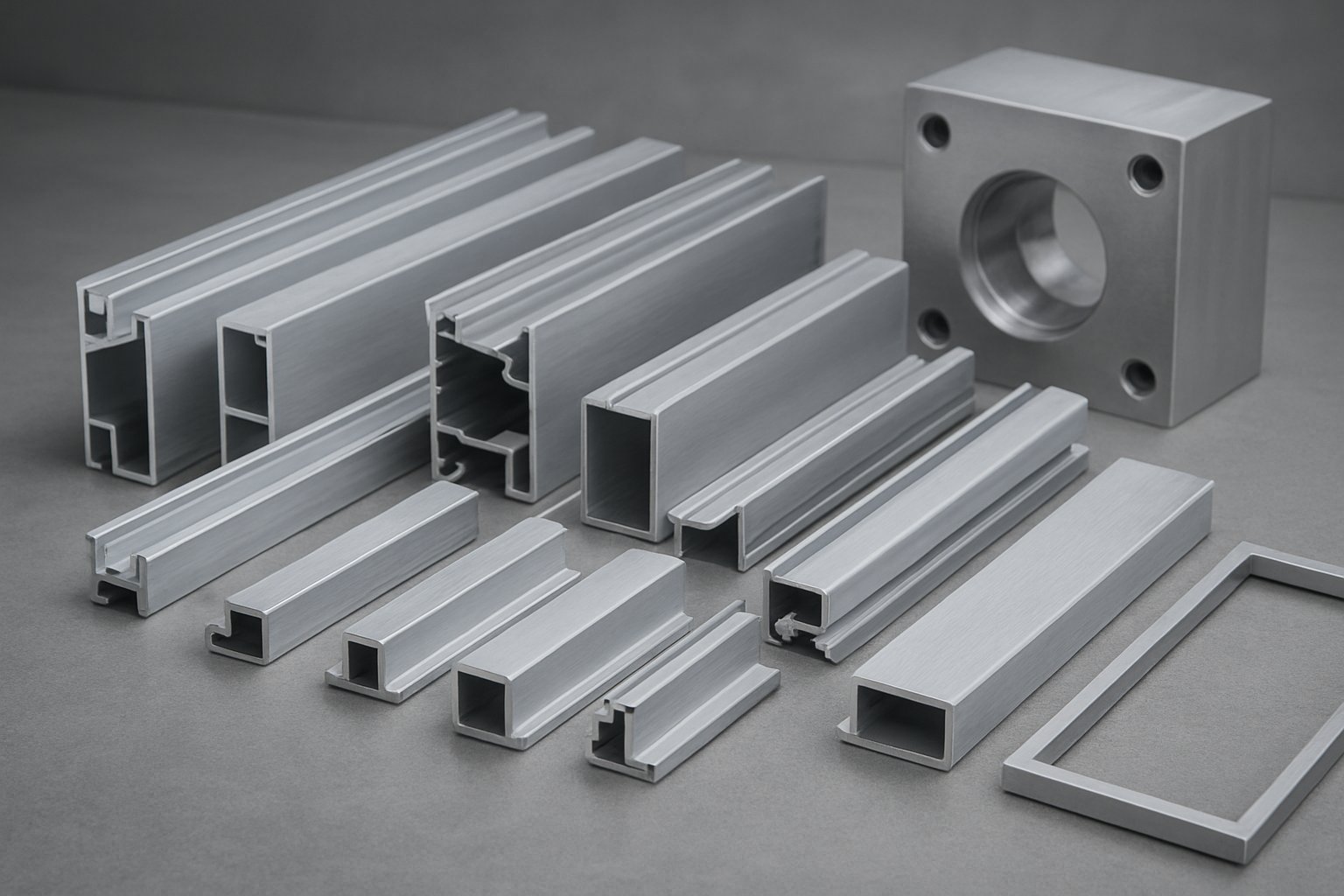
Many standard aluminum extrusion profiles are familiar, versatile shapes. New Source lists common examples such as L-shaped sections, U-channels, I-beams, triangular profiles, single-radius pieces, and hollow beams. Zetwerk also highlights angles, bars, tubes, and U-channels used in construction and general support work.
These sections are often the first stop because they are adaptable. Open shapes, such as angles and channels, leave part of the section exposed, which suits brackets, edging, trim, railing, and support pieces. Closed or hollow shapes, such as tubes and hollow beams, contain internal space, which helps balance durability and lighter weight in doors, windows, machinery, and fittings.
Structural aluminum extrusion profiles move beyond simple stock supply and into frame-building roles. Zetwerk describes extrusion use in roofing, shop fronts, joints, interior supporting structures, electrical systems, staircases, and elevator shafts. In this family, angles, bars, tubes, and channels are often chosen because they become part of a larger structural layout.
Readers also encounter t slot aluminum extrusion profiles in this side of the market. The useful distinction is not the search term itself, but the buying logic behind it. A framing system is chosen for how multiple members work together in an assembly, while a general-purpose angle, bar, or channel is usually selected because one straightforward shape solves one straightforward need.
A simple way to separate the families is this: open shapes expose the section, closed shapes enclose space, framing systems are selected to work with other members, and application-specific sections are tailored to a finished product such as a window or facade element.
| Profile family | Typical forms | Typical function | Assembly style | Finish expectations | Commonly specified in |
|---|---|---|---|---|---|
| Open shapes | L-shapes, U-channels, angles | Brackets, edging, railing, trim, support pieces | Cut and attached as individual members or simple supports | Functional to moderately visible, depending on use | Protective covers, rims, railing, brackets, trim formwork |
| Closed or hollow shapes | Hollow beams, round tubes, square or rectangular tubes | Lightweight enclosed sections for frames, fittings, and fabricated parts | Used where internal voids and enclosed geometry are beneficial | Functional or appearance-driven, especially in visible fabrications | Door and window fabrication, machinery, structural components, fittings |
| Framing systems | Bars, tubes, channels, angles, framing-oriented members | Larger support structures and multi-part assemblies | Combined into braces, frames, joints, and supporting systems | Usually project-driven, with performance often leading the decision | Roofing, shop fronts, staircases, elevator shafts, electrical systems |
| Window and architectural sections | Curtain wall frames, window and door sections, handles, visible trim pieces | Integrated building components with both functional and visual roles | Built into finished architectural systems | Higher finish consistency and appearance expectations | Windows, doors, curtain walls, cabinets, gates, handrails, support frames |
Application-specific sections are the most specialized family. Zetwerk notes uses that include curtain walls and frames, windows, doors, handles, cabinets, gates, handrails, seats, and other architectural features. Here, the profile is not just a generic shape. It is part of a finished system, so appearance and integration matter alongside strength and corrosion resistance.
That is why aluminum window extrusion profiles are rarely judged by width and height alone. Corner style, enclosed spaces, and how the section fits into the larger assembly all shape the final result. Even within the same family, a channel, tube, and framed section will not behave the same way once loads, panels, or fasteners enter the picture, and that is where geometry starts to decide performance.
A profile family tells you where to look. Geometry tells you how the part will behave once it is loaded, machined, and assembled. Two sections made from the same alloy can perform very differently because shape changes stiffness, fastener access, weight distribution, and even how easily the profile can be extruded in the first place.
In plain terms, a section gets better at resisting bending when more of its material sits farther from the center. That is why hollow rectangular sections and box-like forms often feel much stiffer than flat strips of similar weight. Geometry guidance from SinoExtrud highlights this same principle, and Ya Ji Aluminum notes that ribs and webs can raise stiffness without simply making every wall thicker.
Exact structural numbers should come from supplier data sheets or engineering references. If those values are available, they can be added to the specification. Without them, a solid rule still helps: balanced wall placement usually improves rigidity, while sudden thick-thin changes can raise distortion risk during extrusion and create unnecessary mass.
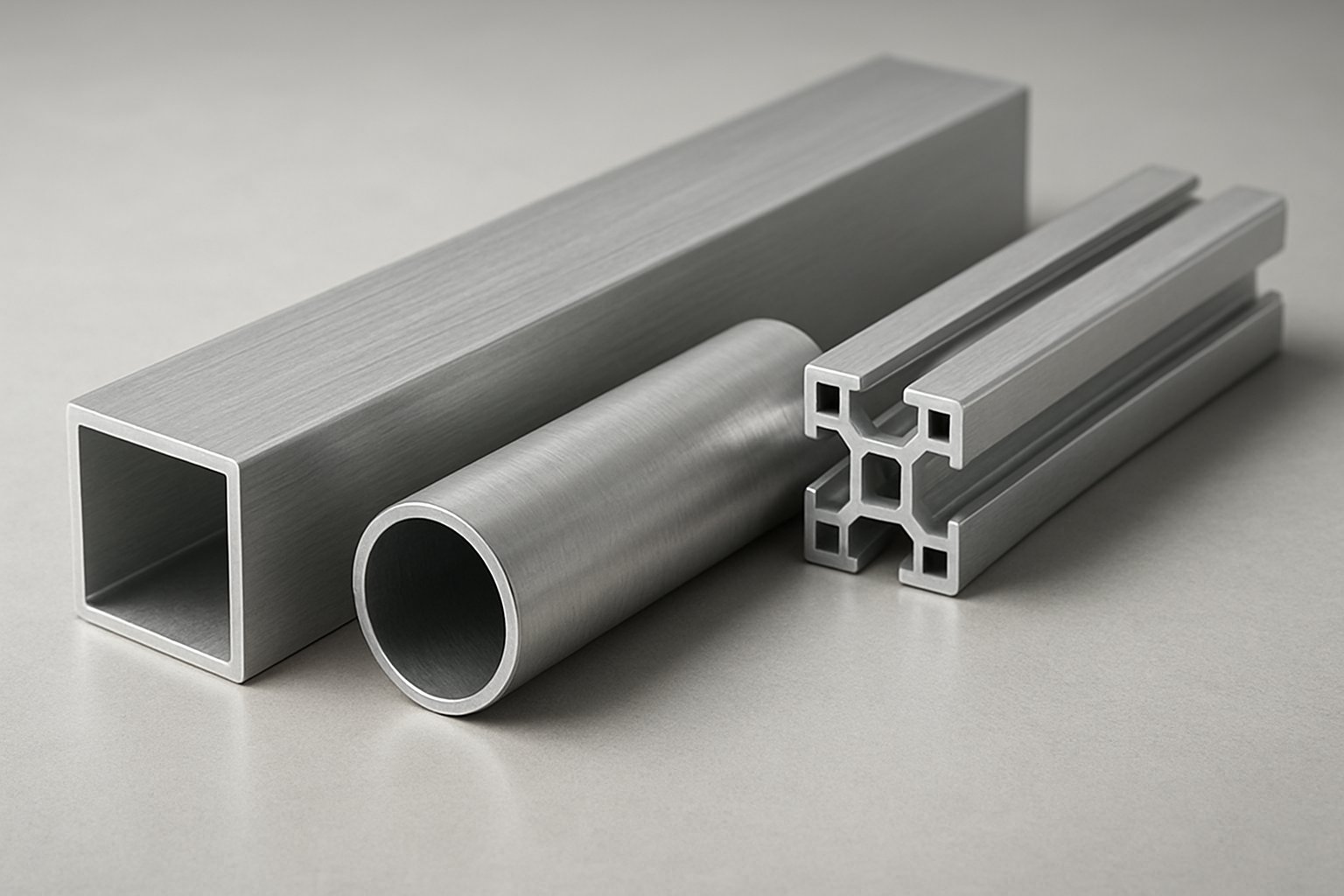
This is where common shapes start to separate. Aluminum extrusion channel profiles are open sections, so they offer easy access for bolts, edges, and brackets, but they are usually less torsion-resistant than enclosed forms. Rectangular aluminum extrusion profiles and other box-like sections use internal voids to keep weight down while improving bending performance. Round aluminum extrusion profiles spread material evenly around the center, which often helps with symmetry, cleaner rotation-related loading, and fluid or cable routing. Frame-oriented sections add slots or grooves so connectors, panels, and accessories can be positioned quickly.
| Geometry group | Likely use | Common connection style | Design tradeoffs |
|---|---|---|---|
| Channel sections | Brackets, edging, rails, supports | Bolting through web or legs, simple brackets | Easy access and simple mounting, but more exposed and less resistant to twisting than closed sections |
| Rectangular or box sections | Frames, guards, enclosures, structural members | End fastening, welded joints, plates, brackets | Good stiffness-to-weight balance, though internal access can be limited |
| Round sections | Tubes, rails, handles, conduits, fluid or cable paths | Clamps, collars, end fittings | Smooth and symmetrical, but flat-face mounting can require added hardware |
| Frame-oriented sections | Modular assemblies, machine frames, panel systems | Slot nuts, connectors, corner brackets | Fast assembly and reconfiguration, but geometry is driven by system compatibility |
Small details often decide whether a section is easy or frustrating to use. Corners and radii affect fit, appearance, and die practicality. Internal voids can create wiring paths or reduce weight, but multi-void hollows are more demanding to extrude than simple solids or single cavities. PTSMAKE shows how channels, C-sections, and T-slot forms support very different fastening methods, while the DFM guidance from Ya Ji Aluminum stresses uniform walls, generous internal radii, and practical rib proportions.
That is why geometry is never just a sketching choice. The same cross-section can be light, rigid, awkward, or fabrication-friendly depending on how those details are arranged. And even a smart shape still needs the right material behind it, because alloy and temper change how that geometry finishes, machines, and carries load in service.
Shape decides how a section carries load. Alloy decides how that same section extrudes, finishes, machines, and survives its service environment. That is why an aluminum extrusion profile cannot be specified by geometry alone. In 6000 series guidance, magnesium-silicon alloys are described as popular for extrusion because they are generally easy to form, machine, and finish while also offering corrosion resistance. The same source highlights an important tradeoff: as mechanical properties rise within this family, finish appearance can suffer and extrudability can decline.
That tradeoff shows up quickly in real buying decisions. Visible architectural aluminum extrusion profiles often need cleaner surface appearance and strong finishing response. Industrial aluminum extrusion profiles may care more about machining, weldability, or higher mechanical properties. Corrosion exposure matters too, especially for outdoor assemblies, transportation parts, marine-adjacent use, or equipment that sees repeated washdown.
A good aluminum alloy extrusion profile choice matches the profile's job, not just its shape on a drawing.
| Alloy | Surface finish tendency | Formability and extrudability | Structural emphasis | Machining suitability | Common application context |
|---|---|---|---|---|---|
| 6063 | Smooth surface and very good finishing response | Superior extrudability | Balanced, cost-effective choice rather than maximum property focus | Readily machined, welded, and formed | Window and door frames, tubing, heat sinks, architecture and construction products |
| 6061 | Less favorable when finish appearance is the priority | Good formability and weldability, but not the easiest alloy to extrude in this group | High mechanical-property emphasis | Strong machinability | Transportation and structural uses, boats, medical equipment, multi-purpose components |
| 6005 | Selection is usually driven more by performance needs than decorative finish | Excellent extrudability and very bendable | Moderate strength with high corrosion resistance | Easily formed, machined, and welded | Ladders, automotive applications, seamless and structural tubing, handrails |
| 6060 | Check finish expectations with the supplier when appearance is critical | Designed for maximum extrudability and more intricate profiles | Used when extrusion ease and profile complexity matter | Good formability and weldability | Complex sections and heat sink alternatives with slightly better heat transfer |
The application notes above come from Tri-State Aluminum and the Alexandria reference. In practical terms, 6063 is often the first look for visible sections, 6061 for more demanding structural or machined parts, 6005 for corrosion-resistant moderate-strength sections, and 6060 for intricate shapes.
Temper adds another layer. Alexandria notes that different treatments change properties, and temper designations from T1 to T10 identify artificial aging and related processes such as stretching and compressing. That is why buyers should confirm the alloy-temper combination, not just the alloy number.
If the profile will be anodized and seen up close, surface quality matters early. If it will be drilled, tapped, welded, or asked to carry more load, fabrication and property priorities move forward. Those choices also affect sizing, tolerances, straightness, and finish planning, where many specification mistakes start to become expensive.
A profile can match the right alloy and still fail at the job site if the sizing notes are vague. This is where many buyers get tripped up. They see width and height, assume the rest is routine, and miss the details that control fit, cutting, finish quality, and rework risk.
Guidance from Richardson Metals shows that extruded shapes are defined by more than one headline dimension. Depending on the section, size may be described by width, height, or diameter, but wall thickness, cross-sectional type, and length are also part of the real specification. Engineers Edge adds that tolerance capability changes with cross-sectional size and shape complexity, and can also be influenced by alloy.
So when you open a standard aluminum extrusion profiles pdf or review an aluminum extrusion profiles chart, do not treat it like a picture sheet. Treat it like a checklist.
| Selection factor | What to look for in charts or catalogs | Why it matters |
|---|---|---|
| Nominal size | Width, height, diameter, and cross-section type | Sets the basic envelope, but does not define final fit by itself |
| Wall design | Wall thickness and wall distribution | Affects weight, stiffness, and manufacturability |
| Length format | Stock length or cut-to-length availability | Changes waste, handling, and downstream cutting plans |
| Straightness and flatness | Tolerance notes, not just nominal dimensions | Influences assembly alignment and visual quality |
| Corner radii | Shown on drawing or noted in section data | Can affect mating parts, panel fit, and bracket contact |
| Finish options | Surface finish requirements and visible-face expectations | Impacts appearance, inspection, and process sequencing |
| Later machining | Whether drilling, tapping, or cutting happens after extrusion | Prevents tolerance conflicts between raw and fabricated parts |
Richardson Metals notes that manufacturers often supply sections in standard or custom lengths, with stock ranging from a few feet to several meters. That sounds simple until saw cuts, fixture setup, and installation clearances come into play.
For early planning, Engineers Edge lists rough rules of thumb such as straightness of 0.0125 in. per ft, twist of 0.5 degrees per ft, flatness of 0.004 x width, and wall thickness tolerance around +/-10 percent. Those are only estimates. Exact requirements still need the applicable standard tables and supplier confirmation.
The hidden cost usually lives in the notes. Richardson Metals separates tolerances into dimensional, geometric, manufacturing, and material-related variation, including surface finish. Engineers Edge also warns that tighter-than-standard tolerances may require die changes, slower extrusion rates, more inspection, and higher rejection risk.
That is why an aluminum extrusion profile catalog should never be read by size alone. Check whether the listed dimensions are nominal, whether corner radii are defined, whether surface finishing changes visible-face requirements, and whether later machining will tighten the fit further. A section that looks perfect in the catalog can still create delays if those items are left open, especially when the design pushes thin walls, sharp corners, or demanding fabrication steps.
A clean size chart does not guarantee a buildable section. In the extrusion of aluminum profiles, a cross-section can fit the drawing yet still twist, mark, or cost more than expected if the design ignores how metal flows through the die. Good aluminum extrusion profile design starts before a die is cut or an aluminum profile extrusion machine is even scheduled.
AEC design tips and the DFM guide point in the same direction: keep the section as simple, balanced, and functional as possible. Extrusion gives designers unusual freedom, but every added recess, narrow fin, or extra void asks more from the die and the press. Solid shapes are usually easier to run than semi-hollow sections, and hollow sections demand still more tooling complexity.
Uniform walls are one of the biggest cost and quality levers. AEC design considerations recommend balanced wall thickness and warn against high tongue ratios. In simple terms, tongue ratio describes a deep, narrow tongue feature in the die, often seen when a fin or slot-forming detail is tall relative to its width. Those features raise die stress and can hurt dimensional control. The same source notes that smaller circumscribing circle diameters usually improve press availability and economics, with many common profiles most economical within a 1 to 10 inch CCD range.
Sharp geometry causes trouble too. AEC suggests inside corners of at least 0.015 in and outside corners of at least 0.020 in as process-friendly starting points. Generous radii and smooth thick-to-thin transitions help metal flow, reduce surface streaks, and lower the risk of distortion or die breakage. Wide, thin flats may also need ribs, since ribs can improve straightening and reduce twist after extrusion.
Many expensive surprises show up after the bar leaves the press. The DFM guide recommends dimensioning to actual metal faces and functional datums, not theoretical centerlines that are harder to measure on the shop floor. It also helps to build in practical assembly aids, such as pilot grooves, datum flats, alignment tabs, or extra material where threads will be tapped. If anodizing is planned, remember that it tends to highlight scratches and substrate inconsistency, so visible surfaces should be protected from rough handling and poorly placed junction lines from the start.
The strongest section on paper is not always the smartest one to source. Sometimes a standard shape is already close enough. Sometimes the application truly needs a custom cross-section, and that sourcing choice depends on how much design freedom the project can justify.

A buildable cross-section still leaves one practical question on the table: should you source an existing section or commission a new one? In many projects, that choice shapes cost, timing, and assembly effort just as much as the profile design itself. Some jobs move smoothly with stock aluminum extrusion profiles already defined in a catalog. Others need a custom route because the section must carry visual, mechanical, or integration demands that a standard shape cannot absorb cleanly.
Standard paths are usually the better fit when the application can adapt to published geometry. That is especially common with modular framing. The 80/20 naming guide shows how catalog sections are organized by series number, profile size or shape, and additional features such as black anodized finishes, ultra-lite versions, or smoother surfaces. For buyers, that means the profile family is already defined before quoting starts.
Custom aluminum extrusion profiles make more sense when the section itself needs to solve multiple problems at once. That might mean combining appearance and durability for a facade element, building in attachment logic for machinery, or reducing secondary parts that would otherwise be bolted on later. The extra effort is easier to justify when a standard member creates too many workarounds in fabrication or installation.
| Sourcing path | Design freedom | Lead-time considerations | Tooling implications | Finishing flexibility | Best fit |
|---|---|---|---|---|---|
| Standard or catalog profile | Limited to published sections and listed feature variants | Usually faster to evaluate because geometry is already defined | Lower front-end definition work, since the section already exists in the catalog system | Bound to the finishes and options the supplier already offers for that profile line | Modular systems, repeat builds, machine frames, and jobs that can adapt to available shapes |
| Custom profile | Higher freedom around section shape, features, and application-specific details | More review time up front because the section itself must be confirmed | More discussion around new section development and related production setup | Often broader, subject to supplier capability and finish requirements | Architectural sections, specialized industrial parts, and projects where fit, appearance, or integration drive value |
An aluminum extrusion profiles catalog is most useful when you read it like a specification tool, not just a product gallery. Start with the code structure. Then check what the catalog says about finish options, machining services, design support, and downloadable technical resources. In the 80/20 system, the profile name itself can signal the series, size logic, and added features, while the broader catalog resources show how profiles, accessories, downloads, and services are grouped around a standardized system.
The best sourcing decision is rarely about custom versus standard in the abstract. It is about how much of the project logic should live inside the section itself. Put that in writing, and the catalog stops being a browse tool and starts becoming the foundation of an RFQ-ready shortlist.
A good specification does more than describe a shape. It gives suppliers enough detail to quote the right part, in the right condition, without filling in risky blanks. The practical checkpoints in Custom Profiles' checklist and the supplier questions outlined by AL Circle point to the same lesson: most expensive mistakes start before production, not during it.
Before contacting aluminum extrusion profile manufacturers, build a request for quote that covers the essentials:
When comparing aluminum extrusion profiles suppliers, do not stop at price. Ask how the supplier supports the full job.
Useful catalogs help you compare capabilities, not just browse shapes. For readers reviewing aluminum profile extrusion suppliers, these resources can sharpen a shortlist:
The best aluminum extrusion profile decision usually looks simple only after the RFQ is complete. When aluminum extrusion profile manufacturers receive clear information on geometry, finish, fabrication, and service conditions, quotes become more comparable, lead times become easier to trust, and spec errors lose their usual hiding places.
An aluminum extrusion profile is a long aluminum section with the same cross-section repeated from one end to the other. It is produced by heating an aluminum billet and pushing it through a shaped die. Depending on the project, that profile may be sold as a raw extrusion, further machined into a finished part, or designed as a modular framing member for system assembly.
Begin with the job the profile needs to do. If a published catalog shape can meet the fit, load, and assembly requirements without too many workarounds, a standard option is usually the simpler path. A custom profile is more useful when the section itself needs to combine appearance, attachment features, enclosed spaces, or application-specific geometry that would otherwise require extra parts or secondary fabrication.
The better choice depends on priorities, not the alloy number alone. 6063 is often favored for visible architectural sections because it tends to extrude well and supports attractive finishes. 6061 is commonly selected when machining and stronger structural performance are more important than top-tier surface appearance. Geometry, temper, finishing method, and service conditions should all be reviewed before making the final call.
The most important checks are usually wall layout, corner radii, stock length, cut tolerance, straightness, finish availability, and whether later drilling or tapping is expected. These details affect fit, appearance, and downstream cost far more than many buyers expect. When reviewing custom options, a resource such as the Shengxin Aluminium catalog can be useful for comparing finish choices and application range alongside other supplier catalogs.
A strong RFQ should clearly state the profile family, intended use, preferred alloy and temper, finish requirement, length or cut-to-length needs, machining operations, assembly method, and exposure conditions such as outdoor or washdown service. It also helps to share expected volume and any visible-face requirements. With that information in place, suppliers can quote more accurately and you can compare technical support, fabrication capability, and finishing capacity on a fair basis.




 Onlineservice
Onlineservice 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 Deutsch
Deutsch English
English français
français русский
русский español
español português
português العربية
العربية ไทย
ไทย Việt
Việt Українська
Українська