Ever wondered how those sleek window frames, intricate heat sinks, or lightweight structural beams get their perfectly consistent shapes? The answer lies in a manufacturing technique that transforms raw aluminum into virtually any cross-sectional profile you can imagine.
Aluminum extrusion is a manufacturing process that forces heated aluminum alloy through a shaped die opening to create profiles with uniform cross-sections along their entire length.
Think of it like squeezing toothpaste through a tube—the material emerges in the exact shape of the opening. This fundamental concept allows manufacturers to produce everything from simple round tubes to highly complex architectural profiles with remarkable precision and consistency.
So, what is aluminum extrusion in practical terms? The process begins with a cylindrical aluminum billet—a solid log of aluminum alloy—that gets heated until it becomes soft and malleable. This softened billet is then placed in a container and pushed by a powerful hydraulic ram through a precision-machined steel die. As the aluminum passes through the die opening, it takes on the exact shape of that opening, emerging as a continuous length of extruded aluminum profile.
To define extrude simply: it means to shape material by forcing it through a die. The extrusion of aluminium leverages this principle exceptionally well because aluminum's unique properties allow it to flow smoothly through complex die geometries without cracking or tearing.
What makes this process different from casting, rolling, or machining? Unlike casting, which pours molten metal into molds, extrusion works with solid (though heated) material, resulting in superior structural integrity. Compared to rolling, extrusion can produce far more complex cross-sections in a single operation. And unlike machining, which removes material to create shapes, extrusion wastes virtually no material—achieving utilization rates often exceeding 95%.
You might ask: what is extrusions' secret to success? The answer lies in aluminum's remarkable metallurgical properties. When you explore what is extruded aluminum, you'll discover that this metal offers an unmatched combination of characteristics:
The 6063 aluminum alloy stands out as the most popular choice for extrusion applications. This architectural aluminum offers medium strength with excellent corrosion resistance, weldability, and workability. Its chemical composition—primarily alloyed with magnesium and silicon—makes it easier to form into complex shapes with smooth surfaces compared to stronger alternatives like 6061.
When considering what is extrusions' advantage over alternative manufacturing methods, the economics become compelling. For complex cross-sections, extrusion delivers significant cost efficiency because a single die can produce unlimited lengths of consistent profile. The design flexibility is remarkable—manufacturers can create hollow sections, intricate channels, and integrated features that would require multiple operations or assemblies using other methods. Combined with aluminum's 100% recyclability, the extrusion process represents one of the most versatile and sustainable approaches to metal forming available today.
Before any aluminum profile takes shape, the raw material must undergo careful preparation. This often-overlooked phase of the aluminum extrusion process determines whether you'll end up with flawless profiles or frustrating defects. Think of it like baking—even the best oven can't save poorly prepared dough.
The extrusion process begins with selecting the right billet—a cylindrical or rectangular log of aluminum alloy that serves as your raw material. These billets aren't just any aluminum; they're specifically cast and treated to ensure optimal performance during extrusion.
What makes billet quality so critical? The billet must be uniform and free of inclusions to ensure smooth flow during the extrusion aluminium process. Any internal defects, chemical segregation, or inconsistent microstructure will translate directly into problems with your finished profiles.
Here are the key preparation steps that transform raw aluminum into extrusion-ready billets:
The homogenization step deserves special attention. According to Hallstock, this thermal treatment helps eliminate chemical segregation and achieve a more uniform microstructure throughout the billets, which improves the extruded product's mechanical properties and reduces the risk of defects.
Here's where the aluminium extrusion process gets truly technical. Temperature precision isn't just important—it's everything.
The preheating process typically heats aluminum billets to 750-925°F (400-500°C) depending on alloy type. For reference, this is well below the melting temperature of aluminum cans or scrap aluminum (around 1220°F/660°C), keeping the material solid but highly malleable.
The heating process follows two critical stages:
Why does temperature precision matter so much in extrusion technology? Consider what happens at the extremes:
Different alloys demand different temperature ranges. The 6063 alloy commonly used in architectural applications typically extrudes at 400-480°C (750-900°F), while other alloys may require adjustments based on their specific composition and intended temper.
Modern extrusion facilities use sophisticated control systems to monitor and regulate furnace temperatures accurately. After proper heating—and homogenization or quenching if required—the billets are ready for their transformation in the extrusion press. The precision achieved during this preparation phase directly impacts every subsequent step in producing quality aluminum profiles.

If the billet is the raw ingredient, the extrusion die is the master craftsman's tool that gives aluminum its final form. A die is used to shape the heated aluminum as it's forced through under immense pressure—sometimes exceeding 15,000 tons. That's enough force to crush 50 pickup trucks. Understanding how aluminum extrusion dies work helps explain why this seemingly simple steel disk represents such sophisticated engineering.
What is die manufacturing in the context of aluminum extrusion? It's the precision engineering of hardened steel disks containing carefully designed openings that determine the cross-sectional shape of every extruded profile.
Aluminium extrusion dies are typically constructed from H13 tool steel—a hot-work tool steel chosen for its exceptional combination of properties:
The die itself is just one component of a complete "die stack." This assembly includes several supporting tools—backers, bolsters, and sub-bolsters—that provide structural support and alignment during the high-pressure extrusion process. Think of it like a professional camera setup: the lens (die) gets all the attention, but without the mount, housing, and support system, you couldn't take a single photo.
The bearing surface is the most critical feature of any extrusion die. This is the surface of the extruding aperture at right angles to the die face that controls metal flow and velocity through friction. According to technical data from the Aluminum Extruders Council, the bearing is the primary determinant of control and finish of the profile. Any deterioration of this surface leads to premature die failure.
Not all extrusion dies are created equal. The complexity of your desired profile determines which die configuration you'll need.
Solid dies produce profiles without any internal voids—think bars, angles, channels, and structural beams. These dies feature a straightforward design where the die hole simply mirrors the cross-sectional shape of the desired profile. The aluminum flows directly through the opening without any splitting or rejoining.
A solid die stack typically includes three components:
Hollow dies (also called porthole or bridge dies) create profiles with internal cavities—tubes, window frames, and structural members with hollow sections. These represent significantly more complex engineering.
In hollow die configurations, aluminum flows around a central mandrel (or core) that creates the internal void. The metal stream splits into multiple paths through "ports," then rejoins in a welding chamber before passing through the final bearing surface. This welding zone is where the separated aluminum streams fuse back together under heat and pressure.
| Characteristic | Solid Dies | Hollow Dies |
|---|---|---|
| Complexity Level | Low to moderate | High—requires mandrel, cap, and precise welding chamber design |
| Typical Applications | Bars, angles, channels, flat profiles, structural beams | Tubes, pipes, window frames, automotive door frames, heat sinks |
| Cost Considerations | Lower initial cost; simpler maintenance and repair | Higher initial investment; more complex rework requirements |
| Lifespan Expectations | Longer service life due to simpler design | Shorter lifespan; more wear points and thermal stress zones |
| Design Flexibility | Limited to solid cross-sections | Enables internal features, varying wall thicknesses, multi-void profiles |
There's also a third category: semi-hollow dies. These combine elements of both solid and hollow dies, producing profiles that partially enclose a void. The classification depends on a mathematical "tongue ratio" comparing the enclosed area to the gap size.
Here's what most manufacturers don't tell you: even the best-designed extrusion die will fail eventually. Understanding failure modes helps you extend die life and avoid costly production interruptions.
Common die failure modes include:
On average, aluminum extrusion dies remain functional for 2 to 3 years before requiring replacement—though this varies significantly based on usage conditions, alloy types, and maintenance practices.
Preventive maintenance strategies that extend die life:
Advanced surface treatments and coatings—like chromium plating or specialized hard coatings—can further enhance wear resistance and extend service life. However, according to industry specialists, more research and development is still needed before some newer coating technologies become viable for most applications.
The key takeaway? Investing in quality die design upfront and implementing robust preventive maintenance programs pays dividends in reduced downtime, consistent profile quality, and lower total cost of ownership. As your heated billet meets the precision-engineered die, the real magic of the extrusion press operation begins.
With the heated billet ready and the precision die in place, we've arrived at the heart of the aluminum extrusion manufacturing process—the actual pressing operation. Imagine squeezing a tube of toothpaste, but with forces reaching up to 15,000 tons and temperatures hot enough to glow. This is where extrusion metal transforms from a simple cylinder into virtually any cross-sectional shape imaginable.
The extrusion press is a marvel of hydraulic engineering. These massive machines range from compact 500-ton units suitable for small, simple profiles to behemoths exceeding 5,500 tons capable of producing complex architectural sections. But tonnage alone doesn't tell the whole story—how the press applies that force matters just as much.
Direct extrusion is the most widely used method in the industry, and for good reason. The concept is straightforward: the aluminum extruder places the heated billet into a heated walled container, then a moving ram pushes the metal through a stationary die at the opposite end.
Here's what happens step by step:
During this process, machinists often place a dummy block between the billet and ram. This prevents direct contact between the ram and heated aluminum, extending equipment life and improving process consistency.
The advantages of direct extrusion make it the go-to choice for most applications:
However, there's a trade-off. Because the billet moves against the container walls during direct extrusion, significant friction develops. This friction generates additional heat and can cause uneven material flow—particularly problematic for complex or delicate profiles. The high pressure applied in direct extrusion can also lead to faster die wear, requiring more frequent maintenance.
What if you could eliminate most of that friction? That's exactly what indirect extrusion—also called backward extrusion—accomplishes.
In this method, the setup reverses. The die remains stationary while the billet and container move together toward it. A hollow "stem" holds the die in place, and as the container advances, aluminum is forced through the die opening in the opposite direction of the container movement.
Unlike drawing and extrusion processes that pull material through dies, indirect extrusion still pushes—but without the billet sliding against container walls. The result? Dramatically reduced friction and more consistent material flow.
The aluminium extrusion press configured for indirect operation offers several compelling benefits:
So why isn't everyone using indirect extrusion? The equipment is more complex and expensive. The hollow stem limits the size of profiles you can produce. And the process runs slower than direct extrusion for larger, simpler shapes.
| Characteristic | Direct Extrusion | Indirect Extrusion |
|---|---|---|
| Friction Level | High—billet slides against container walls throughout process | Low—minimal billet-to-container friction during operation |
| Surface Quality | Good for standard profiles; may show variation on complex shapes | Excellent—smoother, more consistent surface finish |
| Suitable Profile Types | Large sections, simple shapes, high-volume production | Complex shapes, thin walls, precision components |
| Equipment Complexity | Simpler design, lower initial cost | More complex machinery, higher investment required |
| Production Speed | Faster for larger, simpler profiles | Slower overall, but more consistent output |
| Typical Applications | Construction materials, structural beams, standard industrial parts | Aerospace components, electronics enclosures, automotive precision parts |
Sounds complex? Let's break down what actually controls the quality of your extruded profiles.
The aluminum extrusion press must deliver precisely controlled force and speed throughout each cycle. Too much force too quickly, and you risk tearing the aluminum or damaging the die. Too little, and the metal won't flow properly through complex die geometries.
Press tonnage requirements depend on several factors:
The extrusion ratio deserves special attention because it directly indicates how much mechanical work occurs during the metal extrusion process. A low extrusion ratio means the billet area isn't much larger than the profile area—less deformation required. A high ratio? The aluminum must squeeze through much smaller openings, demanding extreme pressure and generating significant heat from deformation.
Ram speed is equally critical. Research published in Materials Today examined AA2024 aluminum alloy extrusion and found that ram speed directly affects both surface quality and mechanical properties. In their study, increasing ram speed improved yield strength and tensile strength—but pushing beyond 1.5 mm/s caused surface cracks to appear.
Here's the balancing act every extrusion manufacturing operation faces:
The optimal speed varies by alloy, profile geometry, and desired properties. According to the research, the main variables limiting productivity are extrusion speed and product exit temperature—and they're intimately connected. Higher speeds generate more deformation heat, raising exit temperatures. If that temperature exceeds the alloy's limits, surface tearing and internal defects become inevitable.
Modern extrusion presses feature sophisticated closed-loop control systems that continuously monitor and adjust ram speed throughout each cycle. These systems respond to real-time feedback, slowing when sensors detect temperature spikes or pressure anomalies, then accelerating when conditions stabilize.
The interplay between press force, ram speed, billet temperature, and die design determines whether you produce premium profiles or scrap metal. Master these variables, and you'll achieve the consistent quality that downstream finishing operations demand.

The moment aluminum emerges from the extrusion die, your profile is far from finished. What happens next—cooling, stretching, aging, and cutting—determines whether you end up with precision extruded profiles ready for demanding applications or warped material destined for the scrap bin. These post-extrusion steps transform hot, stressed metal into dimensionally accurate components with the mechanical properties your application requires.
Think of it like baking bread. Pulling the loaf from the oven is just the beginning—how you cool it, slice it, and store it affects the final texture and quality. The same principle applies to aluminum tube extrusion and every other profile shape.
Profiles exit the die at temperatures reaching 930°F or higher—hot enough to glow. How you bring them down to room temperature profoundly impacts their final properties.
Three primary cooling methods exist, each suited to different alloy and temper requirements:
Why does cooling rate matter so much? The speed at which aluminum cools affects its internal crystalline structure—and ultimately its strength, hardness, and workability. Cool too slowly, and you may not achieve the desired temper properties. Cool too quickly on certain alloys, and you risk inducing thermal stresses that cause distortion.
Unlike extruded steel, which often requires complex heat treatment sequences, aluminum alloys in the 6000 series can achieve solution heat treatment during the extrusion process itself—provided exit temperatures and cooling rates fall within specific ranges.
Ever noticed how a metal rod warps slightly when heated unevenly? The same phenomenon occurs during extrusion. Profiles emerge with internal stresses and minor twists that must be corrected before they're usable.
Enter the stretcher—a machine that grips both ends of the cooled extrusion and applies controlled tension. This operation accomplishes two critical goals:
The typical elongation during stretching ranges from 1-3% of the profile's original length. This controlled plastic deformation—sometimes called "work hardening"—actually contributes to the final mechanical properties. According to industry sources, stretching performs molecular re-alignment that gives aluminum increased hardness and improved strength.
For an extruded aluminum tube or complex hollow profile, this step is particularly important. Any residual stresses left in hollow sections can cause unexpected distortion during later machining or assembly operations.
Here's where the magic of aluminum tempering comes into play. After stretching, most aluminum extrusions undergo an aging process that develops their final mechanical properties.
Two primary temper designations dominate the extrusion industry:
The aging process involves heating the aluminum to a specific temperature, then cooling it in a controlled manner. By altering the metal's microstructure, tempering significantly improves mechanical properties—making profiles suitable for high-performance applications.
Artificial aging typically occurs in large industrial ovens where extrusions are heated for a set amount of time at controlled temperatures. This accelerates the natural aging process that would otherwise take weeks or months at room temperature.
Understanding how to cut aluminum extrusion properly is essential for maintaining the quality achieved in earlier steps. After aging, profiles move to cutting operations where they're sized to final specifications.
Two primary methods handle cutting aluminum extrusion:
The cutting method you choose directly affects dimensional tolerances and end-face quality. Rough saw cuts work fine for profiles receiving further machining, but architectural or precision applications may demand cleaner cuts with tighter tolerances.
Here's the full sequence that transforms raw extrusions into finished, usable profiles:
Each step builds on the previous one. Rush the cooling, and stretching becomes problematic. Skip proper aging, and your profiles won't meet mechanical specifications. Cut carelessly, and you'll introduce burrs or dimensional errors that compromise downstream operations.
With post-extrusion processing complete, profiles are ready for quality inspection—or for the surface treatments that enhance both appearance and performance.
You've heated the billet, pushed it through a precision die, and completed post-extrusion processing. But how do you know your aluminum extrusion shapes actually meet specifications? Quality control isn't just a final checkpoint—it's a continuous process woven throughout every stage of production. Without rigorous inspection protocols, even minor variations can cascade into costly defects and rejected shipments.
What separates premium aluminum extrusions shapes from unreliable material? The answer lies in systematic inspection methods, clearly defined acceptance criteria, and the ability to trace problems back to their root causes before they affect your entire production run.
When it comes to types of aluminum extrusion, dimensional accuracy determines whether profiles fit their intended applications. A window frame that's 0.5mm too wide won't seat properly. A heat sink with incorrect fin spacing won't dissipate heat as designed.
Modern extrusion facilities employ both inline and offline inspection methods to verify dimensional compliance:
According to industry quality specialists, standard tolerances for small aluminum profiles typically run ±0.15 mm, though specifications vary based on profile size and the applicable standard. For types of extruded aluminum requiring tighter control, manufacturers can achieve closer tolerances—but at increased cost and inspection intensity.
Dimensional verification happens at multiple stages: immediately after extrusion to catch die-related issues, after stretching to confirm stress relief didn't introduce distortion, and before shipment for final acceptance.
Surface defects can disqualify otherwise perfect profiles—especially for architectural or visible applications. Understanding what causes these defects helps prevent them before they occur.
Common surface defects and their causes include:
| Defect Type | Possible Cause | Impact | Prevention Method |
|---|---|---|---|
| Surface scratches | Poor handling, worn tooling | Aesthetic issues, coating adhesion problems | Use protective packaging, maintain handling equipment |
| Die lines | Tool wear, uneven extrusion pressure, aluminum buildup on bearing surfaces | Visible streaks, coating defects | Regular die maintenance, proper bearing polishing |
| Speed cracks (tearing) | Excessive extrusion speed, improper billet temperature | Surface fractures, structural weakness | Optimize ram speed, verify temperature control |
| Blisters | Trapped air, gas porosity in billet | Raised spots, internal voids | Proper billet degassing, controlled extrusion parameters |
| Pick-ups | Aluminum and oxide particles torn from surface, redeposited | Comma-shaped surface marks | Die maintenance, proper lubrication |
Visual inspection remains essential for surface quality assessment. According to technical resources on aluminum extrusion defects, defects are classified into three categories based on their origin: die-related defects, process-related defects, and handling-related defects. Trained inspectors evaluate profiles under controlled lighting conditions, looking for streaks, marks, and irregularities that automated systems might miss.
For anodized or coated profiles, additional testing verifies coating integrity:
Dimensional accuracy and surface quality mean nothing if the aluminum can't handle its intended loads. Mechanical property testing confirms that heat treatment achieved the specified temper and that profiles will perform structurally.
The primary mechanical tests include:
Alloy verification ensures the correct material was actually used—critical for strength and corrosion resistance. Methods include Optical Emission Spectrometry (OES) for fast, accurate alloy verification and wet chemical analysis for precise laboratory composition measurement.
Effective quality control requires inspection at every stage—not just at the end. Here are the critical checkpoints throughout the aluminum extrusion manufacturing process:
Understanding failure modes helps you implement prevention strategies before problems occur. Here's a problem-solving framework for common extrusion defects:
Dimensional variation: Often traces back to die wear or thermal expansion issues. Prevention requires tracking die usage, scheduling regular maintenance, and monitoring press temperatures throughout production runs.
Internal voids: Trapped air during billet-to-billet extrusion or gas porosity in the original billet causes these defects. Prevention involves proper billet preparation, controlled extrusion speeds, and ensuring complete welding between successive billets.
Inconsistent mechanical properties: Usually indicates problems with heat treatment—either incorrect aging temperatures, insufficient soak time, or improper quench rates. Prevention requires calibrated furnaces, documented thermal cycles, and regular verification through mechanical testing.
Alloy mismatch: Wrong billet selection or contamination leads to reduced strength and potential corrosion issues. Strict billet traceability, clear identification systems, and incoming material verification prevent this costly error.
Quality requirements are governed by industry standards that establish consistent expectations across the supply chain. Key specifications include:
A comprehensive quality control plan typically includes incoming inspection at the buyer's facility, in-process inspection at the extrusion plant, and final inspection before shipment—with documented test results including measurement data, mechanical property certificates, coating thickness records, and photographs of inspected parts.
Working with a reliable extrusion supplier who follows established QC protocols significantly reduces the inspection burden on the buyer's side. When evaluating potential suppliers, understanding their quality systems and surface treatment capabilities becomes essential for ensuring consistent results.
Your aluminum extrusion profiles have passed quality inspection—but they're not quite ready for the real world yet. Raw "mill finish" aluminum, while functional, remains vulnerable to scratches, stains, and environmental degradation. The surface treatment you choose transforms bare metal into a finished product that looks better, lasts longer, and performs reliably in its intended application.
So how do you decide between anodizing, powder coating, or specialty finishes? The answer depends on where your extruded aluminum profiles will live, what they'll endure, and how they need to look. Let's explore why specific finishes are chosen for different applications.
Here's something surprising: anodizing isn't a coating at all. It's an electrochemical transformation that converts the aluminum surface itself into a super-hard protective layer.
During the anodizing process, your aluminium extrusion profile is submerged in an acid bath while an electric current passes through it. This causes the aluminum surface to oxidize in a controlled manner, forming a porous aluminum oxide layer that's fully integrated with the base metal. According to the Aluminum Anodizers Council, this process creates one of the hardest substances known to man, second only to diamond.
Why choose anodizing for your aluminum extrusion profiles?
The profile extrusion industry relies heavily on anodizing for architectural applications. From the Mirabella Retirement Community in Portland—a LEED Platinum project featuring black anodized railings and trellis systems—to NASA's International Space Station handrails anodized in bright gold for visibility, this finish handles everything from earthbound elegance to outer space extremes.
Need unlimited color options? Powder coating opens up possibilities that anodizing simply can't match.
Unlike liquid paints, powder coating uses dry powder particles that are electrostatically charged and sprayed onto grounded aluminum parts. The coated profiles then enter a curing oven where the powder melts and flows into a smooth, durable finish.
The advantages for extruded aluminium profiles are compelling:
However, powder coating has limitations. According to industry comparisons, it offers less UV resistance than premium PVDF coatings and may show degradation in harsh exterior environments over extended periods.
When standard finishes won't suffice, specialty treatments step up to handle extreme conditions.
PVDF (Polyvinylidene Fluoride) coatings—often known by the trade name Kynar 500—represent the gold standard for exterior architectural applications. This high-performance liquid paint system offers:
Micro-arc oxidation (MAO)—also called plasma electrolytic oxidation—creates ceramic-like coatings with extreme hardness for applications demanding maximum wear resistance. This treatment produces oxide layers significantly thicker and harder than conventional anodizing.
Other specialty options include bright dipping for glass-like polished finishes, brushing for textured aesthetic effects, and electroplating for enhanced conductivity or decorative metallic appearances.
Selecting the right finish requires balancing performance, aesthetics, and budget. Here's how the major options compare:
| Treatment | Process Description | Durability Rating | Color Availability | Typical Applications | Relative Cost |
|---|---|---|---|---|---|
| Anodizing | Electrochemical conversion creating integrated oxide layer | Excellent—diamond-hard surface | Limited—metallic tones (bronze, black, gold, clear) | Electronics, window frames, architectural facades, precision parts | Moderate |
| Powder Coating | Electrostatic dry powder application with thermal cure | Good—resists chips and scratches | Unlimited—any color, textures, special effects | Furniture, fencing, automotive parts, interior architecture | Low to Moderate |
| PVDF Coating | High-performance liquid paint with baked finish | Superior—20-30+ year exterior performance | Wide range—excellent color retention | Building facades, curtain walls, metal roofing, harsh environments | High |
| Micro-Arc Oxidation | Plasma electrolytic process creating ceramic coating | Exceptional—extreme hardness and wear resistance | Limited—typically white/gray ceramic appearance | Wear-critical components, aerospace, industrial machinery | High |
Sustainability increasingly influences surface treatment decisions. Anodizing stands out as environmentally safe—producing no hazardous waste and using no heavy metals. Powder coating eliminates solvent emissions entirely. PVDF coatings, while containing fluoropolymers, offer extended service life that reduces replacement frequency and associated environmental impact.
The recyclability of aluminum—one of its core advantages—remains intact regardless of surface treatment. Anodized and coated aluminum can be recycled, though some processes may require additional steps to remove coatings before remelting.
Understanding which surface treatment matches your aluminium extrusion profile requirements is just one piece of successful project execution. Working with suppliers who offer comprehensive finishing capabilities in-house streamlines production and ensures consistent quality from extrusion through final delivery.
You've learned how the aluminum extrusion manufacturing process works—from billet preparation through surface finishing. But here's where theory meets reality: finding the right supplier to bring your project to life. Whether you're designing your first extruded profile or scaling up production volumes, the supplier you choose determines whether you'll receive precision components on schedule or face costly delays and quality headaches.
What separates a frustrating supplier experience from a true manufacturing partnership? It starts with understanding what information to provide, knowing which questions to ask, and recognizing the equipment capabilities that match your project requirements.
Before contacting any aluminum extrusion machine operator, gather the documentation that enables accurate quoting and feasibility assessment. According to Profile Precision Extrusions, providing complete information upfront saves time and prevents misunderstandings throughout your project.
Here's what you need for your aluminum extrusion design package:
Why does this level of detail matter? Lead times in the aluminum extrusion industry are substantial. A simple design with no fabrication typically takes about 16 weeks to ship, while designs with multiple fabrication steps and anodizing can take 20 weeks or longer. Complete specifications enable suppliers to identify potential issues early—before tooling investments lock in design decisions.
Tolerance expectations deserve special attention. Standard industry tolerances work for most applications, but if your design requires tighter control, communicate this clearly. Achieving tolerances of ±0.1 mm demands different equipment, process controls, and inspection protocols than standard production—and affects pricing accordingly.
Not all extrusion facilities can produce every profile. The aluminium extrusion machine range a supplier operates defines what they can manufacture—and how well they can serve your specific requirements.
Press capacity determines profile capability:
According to Aluphant's supplier evaluation guide, a supplier with multiple extrusion lines across different press capacities can handle a wider range of projects and maintain flexibility when production volumes change. This matters when your product line includes both small precision components and larger structural sections.
Beyond press tonnage, evaluate these critical capabilities:
In-house die development: Many suppliers outsource die manufacturing to third parties, leading to longer lead times and slower problem resolution. If a die fails or produces inaccurate dimensions, delays ripple across your entire project. Suppliers with in-house die workshops can modify or repair dies quickly, ensuring production continuity.
Alloy management: Reliable suppliers work with a variety of alloys (6063, 6061, 6082, 7075) and maintain controlled billet inventory. Check alloy sourcing, certification requirements, and whether the facility performs proper homogenization and billet preheating—poor billet preparation leads to surface defects and dimensional drift.
Aluminium extrusion machining integration: A supplier with integrated CNC machining can deliver finished or semi-finished products directly to your assembly line. This integration reduces transportation between subcontractors, prevents handling damage, and shortens overall lead time.
For example, Shengxin Aluminium demonstrates what comprehensive capability looks like in practice: 35 extrusion presses ranging from 600T to 5500T, CNC machining centers for precise cutting, drilling, and bending, plus diverse surface treatments including anodizing, powder coating, PVDF, and micro-arc oxidation—all under one roof. This integrated approach ensures batch consistency from extrusion through final finishing.
Before committing to a supplier relationship, dig deeper than capability claims. These questions reveal whether a supplier can truly deliver on your project requirements:
The best supplier relationships evolve from transactional ordering into true manufacturing partnerships. Early engagement during the aluminum extrusion design phase pays dividends throughout your product lifecycle.
Experienced suppliers offer more than manufacturing capacity—they provide design optimization insights. A skilled extrusion engineer might suggest wall thickness adjustments that reduce material cost without sacrificing strength, or recommend alloy alternatives that improve extrudability while meeting your performance requirements.
What makes a supplier a genuine partner?
For readers seeking comprehensive aluminum extrusion and deep processing services, Shengxin Aluminium's integrated capabilities represent this partnership approach—with over 30 years of experience providing end-to-end support from die development through mass production, backed by factory-direct pricing.
Certifications provide additional assurance. Look for ISO 9001 quality management certification, compliance with EN 755-9 or similar dimensional tolerance standards, and RoHS/REACH compliance for regulated markets. These certifications demonstrate a supplier's commitment to process control and traceability.
Finding the right extrusion supplier takes research, but the investment pays off in consistent quality, reliable delivery, and fewer headaches throughout your project. With your supply chain established, you can focus on what matters most—applying aluminum extrusion's unique advantages to your specific industry applications.
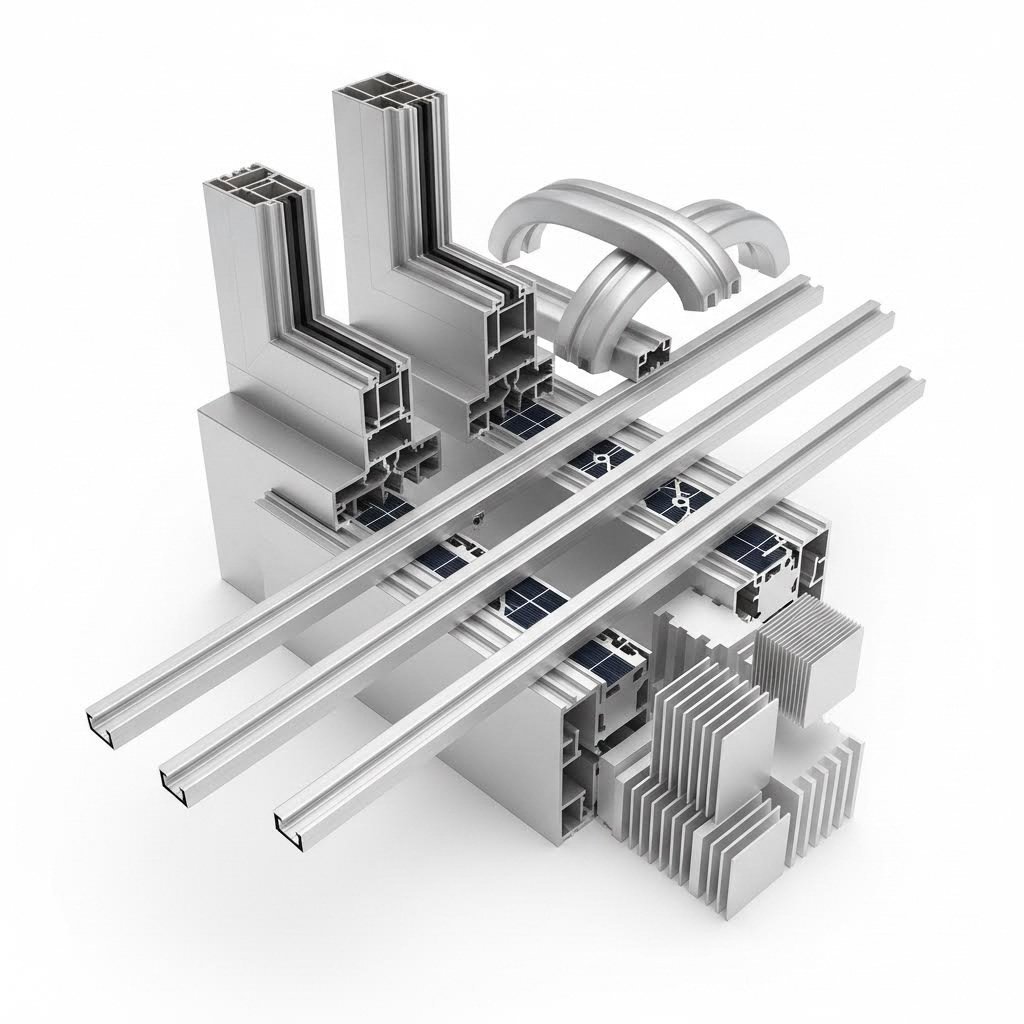
Now that you understand how to work with extrusion suppliers, let's explore where all these aluminum profiles actually end up. The aluminum extrusion applications span virtually every industry you can imagine—from the window frames in your home to the battery enclosures in electric vehicles. But here's the real question: why do engineers consistently choose extrusion over casting, machining, or other manufacturing methods?
The answer comes down to a unique combination of advantages that no other process can match. Let's examine the major sectors where extruded aluminum parts deliver exceptional value—and why alternatives often fall short.
Walk through any modern building, and you're surrounded by aluminum extrusion applications. Curtain walls, window frames, door systems, handrails, and structural framing—all rely on extruded profiles for good reason.
Why does architecture favor extrusion? Consider the alternatives. According to Sunrise Metal's manufacturing comparison, traditional casting methods require multiple processing steps—casting, machining, and finishing—making them more complex and time-consuming. Extrusion delivers complex cross-sectional shapes in a single operation with superior surface finish.
Key advantages for architectural applications include:
Common architectural profiles include window and door frames, curtain wall mullions, storefront systems, railings, louvers, and structural glazing supports. The ability to create extruded aluminum cabinets for outdoor electrical enclosures or custom extruded aluminum slide tracks for partition systems demonstrates the versatility architects depend on.
When automotive engineers need to reduce vehicle weight without sacrificing safety, aluminum extrusion becomes their go-to solution. Every kilogram saved translates to improved fuel efficiency—or extended range in electric vehicles.
The transportation sector values extruded aluminum for:
Typical automotive applications include bumper beams, door intrusion beams, chassis rails, battery trays, and structural frame members. Small aluminum extrusions also serve as trim pieces, seat tracks, and interior framing.
The advantages extend beyond cars. Rail vehicles, buses, and commercial trucks increasingly incorporate extruded aluminum panels and structural members to reduce weight and improve payload capacity.
Ever wondered what keeps sensitive electronics cool while shielding them from electromagnetic interference? Extruded aluminum housing designs solve both challenges simultaneously.
For industrial and electronics applications, extrusion offers:
Common industrial profiles include heat sinks, LED lighting housings, conveyor system rails, pneumatic cylinder bodies, and machine guarding. Extruded aluminum parts serve applications from compact consumer electronics to large industrial control cabinets.
The renewable energy sector represents one of aluminum extrusion's fastest-growing markets. According to industry analysis from The Industry Outlook, aluminum extrusions are increasingly vital in enabling lightweight, durable, and cost-effective solutions for solar, wind, energy storage, and grid infrastructure.
Solar energy applications:
Aluminum's lightweight nature makes installation easier, and its durability ensures long-term performance even under harsh weather conditions.
Energy storage systems: Battery Energy Storage Systems (BESS) increasingly use aluminum extrusions for enclosure frames and thermal management components. Heat dissipation through optimized fin geometries keeps battery cells at safe operating temperatures. According to industry experts, aluminum extrusions can incorporate heat sinks directly into battery enclosure designs, eliminating separate components and improving space efficiency.
Electric vehicle infrastructure: EV charging stations require modular, customizable structures that can be easily upgraded as technology evolves. Aluminum extrusions enable scalable designs—new charging units can be added to existing stations without overhauling the entire system. The lightweight nature also reduces transportation energy costs during installation.
Here's a factor that increasingly drives material selection: aluminum is 100% recyclable without any degradation in quality. This matters enormously as industries face pressure to reduce environmental impact.
The sustainability advantages include:
Industry experts emphasize that aluminum extrusion manufacturers can collaborate with waste management companies and recycling centers to create comprehensive recycling programs specifically tailored to end-of-life management of aluminum components.
Choosing between extrusion and alternative manufacturing methods requires evaluating several factors. Here's a decision-support framework:
Choose extrusion when:
Consider alternatives when:
As the reference materials note, extrusion is the best process for creating consistent and repetitive profiles at a faster rate with minimal material waste. For complex cross-sections at production volumes, it remains unmatched in cost-effectiveness and design flexibility.
Understanding where your application fits within these diverse industries helps clarify whether the aluminum extrusion manufacturing process aligns with your project requirements—and sets the stage for successful project planning.
You've now journeyed through the complete aluminum extrusion manufacturing process—from raw billet preparation to finished, surface-treated profiles ready for installation. But understanding how aluminum extrusion is made is only half the equation. The real challenge? Translating that knowledge into a successful project that arrives on time, within budget, and meeting your exact specifications.
Whether you're launching a new product line or optimizing an existing design, the decisions you make before production begins determine your ultimate success. Let's synthesize the critical factors that separate smooth projects from frustrating experiences.
After exploring how does aluminum extrusion work across every production stage, several success factors emerge as non-negotiable for quality results:
Alloy selection drives everything downstream. Your choice between 6063 for architectural applications, 6061 for structural strength, or specialty alloys for demanding environments affects extrudability, surface finish potential, mechanical properties, and cost. According to Gabrian's design guidance, choosing one of the more popular aluminum extrusion alloys can improve extrusion characteristics, minimize defects, and lower production costs.
Realistic tolerance expectations prevent disappointment. Standard industry tolerances work for most applications, but if your design requires tighter control, communicate this clearly upfront. Achieving precision tolerances demands different equipment, process controls, and inspection protocols—and affects pricing accordingly.
Surface finish planning starts at design stage. Don't treat finishing as an afterthought. Whether you need anodizing for durability, powder coating for unlimited colors, or PVDF for extreme weather resistance, your finish choice influences alloy selection and profile design. Some finishes require specific surface preparations or alloy compositions to achieve optimal results.
Supplier capability matching ensures feasibility. A supplier with presses ranging from 600T to 5500T can handle profiles from delicate precision components to heavy structural sections. But capability extends beyond tonnage—in-house die development, integrated CNC machining, and comprehensive surface treatment options determine whether you'll receive complete solutions or need to coordinate multiple vendors.
The most important consideration for successful extrusion projects: engage your supplier early in the design phase. Their manufacturing expertise can optimize your profile for extrudability, reduce tooling costs, and prevent issues that become expensive to fix once production begins.
Why does early engagement matter so much? According to American Douglas Metals' design research, while casting tools can exceed $30,000, custom extrusion dies often cost under $1,000—but only when the design is optimized for the process. A skilled extrusion engineer might suggest wall thickness adjustments that reduce material cost, or recommend design modifications that extend die life and improve surface quality.
Ready to move from planning to production? Here's your actionable roadmap:
For readers seeking comprehensive aluminum extrusion and deep processing services, Shengxin Aluminium offers over 30 years of industry experience with end-to-end capabilities. Their facility houses 35 advanced extrusion presses (600T to 5500T), state-of-the-art CNC machining centers for precise cutting, drilling, and bending, plus extensive surface treatments including anodizing, powder coating, PVDF, and micro-arc oxidation. From die development through mass production, their technical team provides factory-direct pricing and project support for custom aluminum extrusions worldwide.
Looking ahead: The aluminum extrusion industry continues advancing through technological innovation. Smart manufacturing integration, AI-powered process optimization, and sustainable practices are reshaping what's possible. The global aluminum extrusion market is projected to reach approximately $65 billion by 2025, driven by growing demand for lightweight, durable materials across construction, automotive, and renewable energy sectors.
So what is an aluminum extrusion's ultimate value? It's the ability to transform a simple aluminum billet into virtually any cross-sectional profile you can imagine—efficiently, consistently, and sustainably. Understanding how does extrusion work empowers you to leverage this remarkable process for your specific applications, creating products that perform better, last longer, and cost less than alternatives.
The knowledge you've gained about aluminum extrusions—from metallurgical fundamentals through quality control and supplier selection—positions you to make informed decisions that impact both immediate production success and long-term value. Your next project starts with a conversation: reach out to qualified suppliers, share your requirements, and begin the collaborative process that transforms concepts into reality.
The five essential steps of aluminum extrusion are: 1) Design and preparation—creating the die and preparing the aluminum billet; 2) Extrusion—heating the billet to 750-925°F and pressing it through the die; 3) Quenching and cooling—using air, water, or mist spray to lock in material properties; 4) Stretching and cutting—straightening profiles with 1-3% elongation and sawing to length; 5) Aging, finishing, and inspection—heat treatment for final mechanical properties, surface treatments like anodizing or powder coating, and quality verification before packaging.
Common aluminum extrusion problems include dimensional inaccuracies from irregular cooling, worn dies, or incorrect extrusion speeds, leading to poor assembly fit. Surface defects like scratches, die lines, and speed cracks result from improper lubrication, tool wear, or excessive ram speed. Internal voids occur from trapped air during billet-to-billet extrusion. Prevention strategies include precise temperature control, regular die maintenance, optimized ram speeds, and comprehensive quality checkpoints throughout production.
The raw material for aluminum extrusion is an aluminum billet—a cylindrical or rectangular log of aluminum alloy specifically cast and treated for optimal extrusion performance. These billets undergo homogenization treatment to eliminate chemical segregation and achieve uniform microstructure. The most common alloy is 6063, valued for its excellent extrudability and corrosion resistance. Other alloys like 6061 and 6082 are used for applications requiring higher strength. Billets must be free of inclusions and properly preheated before extrusion.
Direct extrusion pushes a heated billet through a stationary die using a hydraulic ram, creating significant friction as the billet slides against container walls. It's simpler, less expensive, and ideal for large sections. Indirect extrusion moves the die into a stationary billet, dramatically reducing friction for superior surface quality and better dimensional accuracy. While indirect extrusion produces smoother finishes and extends die life, the equipment is more complex, more expensive, and limited to smaller profile sizes.
Typical aluminum extrusion lead times range from 16-20 weeks for complete projects. Die manufacturing requires 10-20 days, by extrusion production at 7-15 days, and surface finishing adding 5-10 days. Simple designs without fabrication ship faster, while complex profiles requiring multiple machining operations and specialty finishes like anodizing take longer. Working with suppliers offering integrated capabilities—in-house die development, CNC machining, and surface treatments—can streamline timelines by eliminating coordination between multiple vendors.




 Onlineservice
Onlineservice 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 Deutsch
Deutsch English
English français
français русский
русский español
español português
português العربية
العربية ไทย
ไทย Việt
Việt Українська
Українська